電子束焊
焊接方法之一
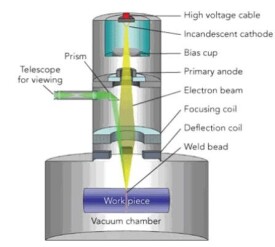
電子束焊是利用加速和聚焦的電子束轟擊置於真空或非真空中的焊件所產生的熱能進行焊接的方法。電子束焊接的基本原理是電子槍中的陰極由於直接或間接加熱而發射電子,該電子在高壓靜電場的加速下再通過電磁場的聚焦就可以形成能量密度極高的電子束,用此電子束去轟擊工件,巨大的動能轉化為熱能,使焊接處工件熔化,形成熔池,從而實現對工件的焊接。電子束焊機用高壓電源在操作時必須與有關係統進行連鎖保護,主要有真空連鎖、陰極連鎖、閘閥連鎖、聚焦連鎖等,以確保設備和人身安全。
電子束焊接因具有不用焊條、不易氧化、工藝重複性好及熱變形量小的優點而廣泛應用於航空航天、原子能、國防及軍工、汽車和電氣電工儀錶等眾多行業。電子束焊接的基本原理是電子槍中的陰極由於直接或間接加熱而發射電子,該電子在高壓靜電場的加速下再通過電磁場的聚焦就可以形成能量密度極高的電子束,用此電子束去轟擊工件,巨大的動能轉化為熱能,使焊接處工件熔化,形成熔池,從而實現對工件的焊接。
根據電子束焊接的基本原理,西方國家在70年代末期研究開發出雙金屬鋸帶電子束焊接新工藝生產線,代替傳統的普通高速鋼鋸帶生產工藝,從而大量節省了高速鋼,並提高了鋸帶的使用壽命。雙金屬鋸帶就是把具有彈性性能好的彈簧鋼和切削能力強的高速鋼通過電子束焊接方法而獲得的一種新型鋸帶。我國在80年代後期相繼從德國引進若干條生產線以滿足國內市場高速發展的需要,但還不能完全滿足其市場要求。
由於電子束焊接包含了機械、真空、高電壓和電磁場理論、電子光學、自動控制和計算機等多學科技術,對國內一般廠商來說技術難度較大,而引進費用又昂貴,為此桂林電氣科學研究所結合國外技術及多年從事電子束技術研究開發經驗,研製成功了我國第一條國產雙金屬鋸帶生產線設備。其中高壓電源是雙金屬鋸帶焊接設備的關鍵技術之一,它主要為電子槍提供加速電壓,其性能好壞直接決定電子束焊接工藝和焊接質量。為此許多電子束焊機製造商及研究機構均對高壓電源的可靠性、高壓保護、高壓打火對焊件的影響進行了研究,並相應製造出具有較高性能的高壓電源,以滿足不同的電子束焊機的需要。由於雙金屬焊接要求平行焊縫,要用高壓電子束焊機(100kV以上)焊接雙金屬鋸帶,為此開展高壓電源的開發和研究工作是非常必要的。
電子是物質的一種基本粒子,通常情況下他們圍繞原子核高速運轉。當給電子一定的能量,他們能脫離軌道躍遷出來。加熱一個陰極,使得其釋放並形成自由電子云,當電壓加大到30到200kv時,電子將被加速,並向陽極運動。
電子束焊機用高壓電源與其它類型的高壓電源相比,具有不同的技術特性。根據國外電子束焊機製造商的出廠標準、德國DIN標準和我國電子束焊機的技術要求,電子束焊機用高壓電源的要求具體如下:

電子束焊機
1%,幾乎所有的電子束焊機製造商都提出這樣要求。其中德國PTR公司還提出了中壓型的技術要求,它要求相對紋波係數小於0.5%,穩定度為±0.5%,同時還提出了重複性要求小於0.5%。以上要求均根據電子束斑和焊接工藝所決定。另外,德國Pro-beam 集團提出了電子束硬化所作的鋼含碳 量必須大於0.18%,真空的優勢是退火后無顏色變化,無氫脆,深度在0.1-1.7mm之間,無表面溶解。
電子束焊機用高壓電源在操作時必須與有關係統進行連鎖保護,主要有真空連鎖、陰極連鎖、閘閥連鎖、聚焦連鎖等,以確保設備和人身安全。高壓電源必須符合EMC標準,具有軟起動功能,防止突然合閘對電源的衝擊。
較高的可靠性,屬戶內設備,要求連續工作,外觀滿足工業設備要求,維修方便等。
高壓電源的系統框圖如圖1所示,電網電壓經過流抑制電路進入高壓升壓整流變壓器的一次,二次升壓到100kV左右。此交流高壓再經12相整流濾波獲得160kV左右的直流高壓,加到高壓真空電子管和電子槍上,其中高壓電子管在工作時承受的電壓為40kV,這樣加在電子槍上的高壓為120kV。高壓真空電子管是用來調節和穩定高壓輸出的。根據圖1設計的高壓電源的主電路原理圖見圖2,由圖2知本電源為典型的串聯型直接在高壓側調節的高壓直流穩壓電源,其主電路主要由過流抑制電路、高壓升壓整流變壓器、高壓整流電路、高壓濾波及阻容和過壓、過流保護電路、高壓真空電子管調節電路等組成。高壓升壓整流變壓器、高壓整流電路、高壓濾波及阻容和過壓、過流保護電路都放在油箱內,油箱內充滿變壓器油,保證電源本體在工作時的絕緣和散熱需要。由於高壓電源需連續工作,為確保工作時的熱量能及時散出,油箱內部還設計了水冷卻系統。
電源各電路的組成和作用如下:過流抑制電路由三相橋式整流電路和扼流電感器組成,如果負載出現過流或電源由於突然合閘在變壓器內引起電磁暫態過程而出現大電流等現象時,過流抑制電路能有效限制電源內部出現過電流,以保護電源不受損壞。其原理主要是利用電感電流不能突變的特性限制過電流,確保高壓變壓器不損壞。正常時,三相電流平衡,流入過流抑制電路的電流很小。整流變壓器二次為四線圈分別接成星型和三角型各2組,各組整流后串聯獲得12相直流脈動電壓,有利於降低諧波電流對電網的污染、減少濾波電容量和減小電源的紋波係數,提高電源本身性能。整流電路由高壓硅堆和阻容元件組成,阻容電路主要防止高壓硅堆產生的過電壓,保證高壓硅堆不致損壞。限流電阻和保護電阻分別用來限制電源內部的過電流、過電壓,保證電源的正常工作,要求電阻耐壓水平較高、承受發熱功率較大。當電源外部短路時,保護電路能在儘可能短的時間內動作,使得各有關元器件不致損壞。高壓濾波電容器濾除直流輸出中的交流脈動成份,保證加在電子槍和調整管上的電壓平直。電容芯子直接放置在高壓油箱內,能減小電源本體的體積。調整管為一多極高壓真空電子管,其工作耐壓水平達160kV,主要有陽極、控制極、第一、二、三陽極等組成,調整管的陽極接在高壓整流器的正極,調整管陰極通過束流取樣電阻連接到大地。調整管能在控制電路的作用下自動調節和穩定高壓輸出。高壓調整管由於工作電壓高,在工作時會產生大量的熱量,為此設計了特殊的散熱裝置,即把整個調整管放在一裝絕緣油的油箱中,以確保冷卻和絕緣需要,油箱內部還裝有專用散熱的水冷系統,以保證調整管能長期可靠工作。調整管的輔助電源很多,考慮到散熱和布局需要也放在油箱內。調整管的調節原理是其陰極由於加熱而發射電子。電子在陽極高壓的加速下,分別到達第二陽極和陽極,如果第二陽極的電壓很高,受加速的電子就會全部到達第二陽極,此時電子管處於高阻狀態,電源上的電壓全加在調整管上。只要調節第二陽極電壓的大小,調整管上的電壓也得以調節,這樣加在電子槍上的高壓也得以調節,最終實現對高壓輸出的穩定調節。
電源的控制電路如圖3所示,由圖3知,控制電路由反饋信號隔離電路、PI給定調節電路、自動重加高壓電路、功率放大電路及其附屬電路等組成,各電路的組成及工作原理如下:
反饋電路由高壓電阻分壓器、信號隔離電路、過壓過流抑制元件等組成。高壓電阻分壓器由2路相互獨立的精密金屬膜電阻製成,1路用來測量高壓,1路提供反饋信號給控制電路用以控制和調節高壓。高壓電阻分壓器放置在由有機玻璃製成的支架上,考慮到絕緣和散熱的需要將其放在高壓油箱里,以保證電源工作時電阻值的穩定,最終保證取樣信號的穩定。高壓電源在工作時,由於電子槍放電或外部其它原因,電源內部會產生過電壓,為防止過電壓竄入控制電路損壞低壓電子元器件,在取樣電阻兩端並聯高壓放電管、壓敏電阻及電容吸收電路,同時取樣電阻都放在電磁屏蔽盒裡,能有效地防止各種電磁干擾信號進入控制電路。高壓分壓器的取樣信號在進入控制電路以前還設置了信號隔離電路使得反饋信號與控制電路相互隔離,並同時轉化為標準電平信號給控制電路,以上措施確保了控制電路中的反饋信號的準確性。
PI調節電路由運算放大器及外接電阻、電容元件組成,它把給定信號與反饋信號進行比較,其差值經放大后給預放大管,以控制放大管的輸出。在PI調節電路中還設置了調試給定電路,其目的是為了高壓電源調試用。在試驗時,給定信號由Rtest供給,調節Rp的值,高壓輸出即可由零到額定值調節,有利於焊接工藝試驗和高壓電源的參數調整。
自動重加高壓電路的原理是利用三極體的控制原理來實現對高壓的快速截止和導通。它由運算放大器和三極體等電路組成。它的工作原理是當反饋信號超過給定信號時,比例放大器IC2的輸出為高電平,V4導通,IC3輸出低電平,V3導通,V2截止,封鎖PI調節器的輸出,從而關斷高壓調整管以切斷高壓。反之,當反饋信號小於給定時IC2輸出低電平,V4截止,IC3輸出高電平,V3截止,PI調節器正常工作,由於三極體從導通到截止,恢復時間很快,因此加在電子槍上高壓在控制電路的作用下很快恢復正常工作狀態而不停機,確保電子束焊機能夠正常生產。
功率放大電路由前級預放管VL33和功率放大管VL32組成,工作過程是V2在負電源的作用下,由PI調節器輸入的調節量經V2放大後送到真空管VL33的控制極,陽極接到輔助電源的正極,陰極接地,控制極電壓越高(負),VL33的陽極對地電壓越高,高壓調整管VL32的陽極電壓越高,電子槍上的電壓越低,相反時控制電路按以上相反的過程調節電子槍上的高壓,最終實現電子槍上高壓的穩定。
高壓電源應用到雙金屬鋸帶焊接生產線時,工作穩定,通過對電源技術指標的測量,具體參數如下:
額定加速電壓:120kV,紋波係數<1%,穩定度<1%;
額定電子束流:50mA,紋波係數<1%,穩定度<1%。
電源在電子槍內打火時,高壓電源能快速恢復而不停機。
在高壓側由高壓真空管調節高壓直流電源的輸出,其輸出特性好,紋波係數小,穩定度高。由於調整管隔離濾波電容器,電源在過壓保護停機時,電容器上的能量不會泄放到工件上而導致工件的損壞。經在雙金屬鋸帶生產線上的實際運行,電源的各項技術指標均滿足生產線的工藝要求。
鍛焊結構閥門閥體的結構特點
目前我國大型閥門閥體的生產一般採用鑄件結構,不但工藝複雜,材料浪費,而且往往在鑄件的內訓產生疏鬆、縮孔等缺陷,不能滿足質量要求。為了解決上述問題,一些廠家已逐步將閥門閥體的鑄造結構改為鍛焊結構,在焊接生產上主要採用氬弧焊、手工電弧焊或埋弧焊,勞動生產率低,接頭質量受人為因素影響較大。圖1為鍛焊結構閥體示意圖。
這些閥門閥體的壁厚一般在40-140mm之間,外形尺寸不超過750mmx750mmx850mm,因而選用電子束方法來進行焊接具有如下優點:
(1)產品本身尺寸並不十分巨大,因此不需要體積很大的真空室,這樣右以使真空本身的製造成本降低,縮短了抽真空的時間。
(2)產品結構要求環縫隙中間位置有一開孔,安裝法蘭。對於電子束焊來說在始焊點和焊接結束點處最易產生焊接缺陷,而針對該產品的特點,可以把環縫的搭接點作為開孔位置,簡化了焊接工藝。
2試驗材料及設備
2.1 試驗材料的化學成分及力學性能
本文採用材質為SA106B,規格為φ404mmx73mm的大口徑鋼管模擬鍛焊閘閥的產品試樣進行工藝評定。試驗材料的化學成分及力學性能見表1。
2.2 試驗設備
本試驗採用的是烏克蘭巴頓焊接研究所研製的KL105真空電子束焊機,其設備的主要性能參數見表2。
3模擬件的焊接
電子束焊接設備分為高壓電源、真空設備、控制系統等幾部分,設備複雜,造價高,使用及維護動技術要求高。因此對操作要求較嚴格,必須按照操作程序進行。
3.1焊前準備
(1)為防止釘尖缺陷的產生,電子束焊時往往要加襯墊,襯墊的材料應與產品的材料相同。襯墊的厚度應不小於被焊接工件厚度的30%,參數的選擇應保證熔深比實際接頭要求的焊接深度大20%。焊后採用機加的方法去除襯墊。
(2)為防止焊縫隙表面的金屬外流,在破口的外側還需加擋圈,待焊接結束后採用機加的方法去除。
(3)待焊工件的接縫區應精確加工並採用專用夾具進行裝配和固定,焊接集團採用了橫焊,焊接時工件固定,焊槍運動。
(4)焊縫表面的清理。由於電子束焊接過程中將金屬加熱成金屬蒸氣,與此同時焊縫表面的夾雜、油銹水等也被加熱蒸氣。在焊接過程中這些蒸氣與金屬蒸氣將共同填滿焊縫,這會形成氣孔、夾渣等缺陷,降低焊接的質量。因此焊接前要對焊接表面採用酒精和丙酮進行擦洗,防止留有鐵鏽、夾雜和水。對於真空電子工業束焊接設備,焊件表面的清理更加嚴格,否則不僅會導致焊縫缺陷及軟科學性能劣化,而且影響抽氣時間與焊槍運行穩定性,同時會加導師真空泵軸老化。
3.2焊前調試
(1)首先安裝工件,通過控制系統將電子槍調整至待焊位置,使電子槍與待焊件保持一定的距離。我們稱焊接過程中電子工業槍與工位之間的距離為工作距離。在整個焊接過程中,這一距離將保持不變。
(2)關閉真空室的大門,開始抽真空,當真空度達到規定數值0.667Pa即可進行焊接。電子束焊機的工作環境溫度應控制在12-35℃之間,廠房應配有空氣乾燥系統以降低環境
(3)調整焊槍使之對準銅棒,在銅棒上測試最大電流。在焊接過程式中,電子工業束束流過小,會使發射電子束的陰極受損,通常在焊接前,要將電流加以測試。
(4)進行焊接起始點位置的調試。通過X,Y,Z方向位移來確定焊縫的位置。
3.3焊接參數
電子束焊接隨著焊接參數的不同,所能焊接的壁厚也不同。通過大量的試驗研究,所確定的適合於該產品的焊接參數見表3。
在該圖中,縱坐標是焊接電流及聚焦電流(括弧中標出),橫坐標是電子槍的移動距離。各階段分別為:階段①是將程序調整至正常狀態;階段②是將電流調整到工作狀態;階段③是保持工作狀態;階段④是電流進行逐步衰減並進行焊縫隙的搭接。
3.4試驗結果
焊接接頭力學性能檢驗試驗結果完全滿足ASME及國內相應法規的要求。
目前新一代航天發動機中大量採用新材料及異種材料的連接結構,以充分發揮材料各自的性能優勢及結構的特殊用途,從而保證發動機的整體性能。雙相不鏽鋼具有優異的力學性能及耐全腐蝕性能,特別是具有良好的抗應力腐蝕能力,因此已廣泛應用於石油、化工、原子能工程及航空航天發動機製造等領域。而鉻青銅是一種耐蝕性較好、熱導率較高的材料,其中微量元素Cr的加入起到了細化晶粒、進一步提高強度的雙重作用。
鉻青銅與雙相不鏽鋼異種材料的有效組合同時滿足了發動機推力室冷卻及高強要求,從而涉及到銅—鋼異種材料的焊接。針對電子束焊接具有能量密度高、加熱速度快、焊接熱影響區及變形小、參數穩定再現性好、易於控制及適於焊接難熔及異種金屬等一系列的優點[3-5],本文對QCr0.8與1Cr21Ni5Ti進行了電子束焊接的試驗研究,並對不同偏銅距離下束焊接而形成接頭的顯微組織狀態及其力學性能進行了分析,其結果可為合理的制定QCr0.8與1Cr21Ni5Ti焊接工藝,獲得其優質連接提供理論和實驗依據。
試驗材料及方法
試驗用鉻青銅及雙相不鏽鋼的化學成分及力學性能見表1。
試驗用焊接設備為法國TECHMETA公司生產的MEDARD43型真空電子束焊機,焊機最大加速電壓60KV,最大功率6kw,本實驗所使用的陰極直徑為Ф2.0。如圖1所示,將清理好的鉻青銅與雙相不鏽鋼試件底面平齊沿長邊對接放入焊機真空室工作台上的自製夾具中緊貼壓靠,注意使其對接縫間隙最大不得超過0.25mm。然後在真空度為5.4×10-4mbr,加速電壓HV=60KV,電子束束流Ib=45mA,焊接速度v=1m/min,表面聚焦狀態下,改變電子束相對於對接接頭中線向鉻青銅側的偏移值進行施焊。
圖1 電子束焊對接接頭示意圖
採用日本進口的PMG3 OLYMPOS光學顯微鏡對焊后試樣接頭區進行顯微組織分析。並在INSTRON MODEL1186電子萬能試驗機上進行接頭拉伸試驗。
試驗結果與分析
2.1接頭組織狀態
QCr0.8與1Cr21Ni5Ti兩種材料的熔點、熱導率等熱物理性能存在顯著差異。通常純Cu的熱導率比純Fe要大6~10倍,因此Cu側的傳熱比Fe要快得多。這樣,在偏銅值為0mm(即對中焊)時電子束作用於QCr0.8與1Cr21Ni5Ti對接接頭母材兩側熱量的分佈極不均勻,這種相對於對接接頭中線非對稱溫度場的形成將導致兩側母材熔化不均,1Cr21Ni5Ti的熔化量要大於QCr0.8,這對形成可靠熔焊接頭不利。同時,考慮到在高能電子束作用下QCr0.8側Cu元素燒損嚴重。為此,我們採用如圖1所示的不等厚偏銅側下束的接頭形式以使焊縫兩側母材的熱輸入達到平衡,同時彌補了Cu燒損而引起的下塌焊縫形狀。由圖2(a)可見,偏銅值為0mm接頭兩側母材均發生熔化,其焊縫組織宏觀極不均勻,左上部的淺色組織區與中部及右上部的深色組織區有明顯的分界線,結合Fe-Cu二元相圖我們推斷焊縫中部及近不鏽鋼側的深色組織為α+ε相鑄態混合組織;焊縫左上部近QCr0.8側的淺色組織為Fe在Cu中的固溶體Cu(ss.Fe),內含少量離散分佈的α+ε相。
此外,焊縫中α+ε兩相組織的體積含量要大於Cu(ss.Fe) 相,說明在電子束對中焊接頭中線兩側形成了非對稱分佈的溫度場,從而導致兩側母材熔化不均。這種宏觀組織和成分不均勻焊縫的形成緣於異種材料物理化學性能差異及電子束高能量密度,高效快速成縫的焊接特點。在對中焊時,兩側母材雖都有熔化參與熔池形成,但由於二者熔點、密度、原子活性及高溫流動性的差異,在快速移動電子束深穿作用下兩側熔化母材金屬尚未在液態無限互溶即開始結晶凝固,從而形成焊縫宏觀組織的不均勻。在偏銅值為0.3mm時,如圖2(b)所示,鉻青銅側熔化量明顯增加,焊縫組織均勻化程度有所改善,焊縫為Cu(ss.Fe)與α+ε相混合組織,其中α+ε相不再聚集成大片的組織區,而是以小區塊離散分佈在焊縫中,在鋼側熔合線附近依然可見1Cr21Ni5Ti的明顯熔化痕迹。如圖2(c)所示,隨著偏銅值的進一步增加,在偏銅值為0.8mm左右,可見焊縫組織基本上為全Cu(ss.Fe)相,接頭區宏觀組織不均勻現象完全消失。
a) 偏銅0mm(對中焊) b)偏銅0.3mm
c) 偏銅0.8mm d)偏銅2.0mm
1Cr21Ni5Ti
圖2 不同偏銅值接頭中上部區域顯微組織形貌
對該接頭鋼側熔合線處的焊縫及熱影響區的進一步觀察(見圖3)我們可以看出,在鋼側熔合線靠近試件上表面的很短的長度範圍內,出現了一個熔合過渡區,結合其組織形態及Fe-Cu二元相圖,我們分析認為其組織為Fe元素含量較高的α+ε相;在焊縫鋼側熔合線中下部1Cr21Ni5Ti母材未見熔化,而是與焊縫區形成了一薄的擴散過渡層。進一步增加電子束的偏移值,如圖3(d)所示,只有銅側母材熔化,而鋼側母材未熔合,從圖中可見清晰的未焊合對接面。
a)鋼側熔合線上部 b)鋼側熔合線下部
圖3 熔釺焊縫結合界面微觀形貌(偏銅0.8mm)
綜上所述,隨著電子束距對接中線銅側偏移量的增加,電子束在母材兩側形成的焊接溫度場的分佈也隨之變化,焊縫組織逐漸均勻化。在偏銅值0.8-1.0mm範圍內,接頭呈熔釺焊縫結合特徵。此時,鉻青銅母材熔化,而鋼側母材幾乎不熔,熔化的鉻青銅母材作為釺料,與鋼側母材相聯結。偏銅量超過2.0mm,則接頭無法熔合。
2.2 接頭力學性能
圖4 電子束偏銅距離對接頭強度的影響
為了考核不同偏銅距離對接接頭的連接性能,我們進行了接頭拉伸試驗。由圖4可見,隨電子束距對接中線銅側偏移值的增加,QCr0.8/1Cr21Ni5Ti電子束焊接接頭的強度呈近拋物線變化規律。在偏移值為0mm(即對中焊)時,接頭拉伸強度很低,由上述組織分析可知,這主要是對中焊接頭的焊縫組織及成分的宏觀極不均勻分佈造成的。隨偏移值的增加,接頭組織及成分逐漸均勻化,直至偏移值達0.8-1.0mm時,接頭強度出現峰值,形成焊縫組織成分均勻化的熔釺接頭。此時接頭聯結良好,強度最高可達330Mpa左右,已近接頭最低母材強度的90%以上。偏銅值進一步增加,由於電子束斑的較大偏移及銅側母材的急劇熱散失,從而使接頭鋼側對接面的電子束溫度場的熱作用降低,導致釺接界面處的原子擴散能力及程度下降,接頭性能也隨之降低。在偏銅量超過2.0mm時,由於電子束只對銅側母材的加熱作用,已無法形成有效的熔釺接頭,接頭未焊合。
結論
1)電子束距對接中線銅側偏移值的增加將導致QCr0.8/1Cr21Ni5Ti對接接頭焊縫組織及成分的均勻化,改善了接頭的熔接狀態。
2)銅側偏移值達0.8-1.0mm時,形成焊縫組織成分均勻化的熔釺接頭,其拉伸強度可達330Mpa左右,已可滿足實際使用要求。
參考文獻
任家烈,吳愛萍。先進材料的連接[M].機械工業出版社,2000.
森永卓一。銅及銅合金[M].國防工業出版社,1963.
王之康,高永華等。真空電子束焊接設備及工藝[M].原子能出版社出版,1990.
R.R.college. Electron beam welding[J]. Tooling & production, june 1974:66-67.
[蘇]B.B.巴申柯等。電子束焊接[M].國防工業出版社,1975.
作者簡介
張秉剛,男,1971年9月出生,博士研究生。主要研究方向為異種材料電子束焊接工藝及機理。發表論文5篇。
電子束焊是利用會聚的高速電子流轟擊工件接縫處所產生的熱能,使金屬熔合的一種焊接方法。電子轟擊工件時,動能轉變為熱能。電子束作為焊接熱源有兩個明顯的特點:
(1)功率密度高
電子束焊接時常用的加速電壓範圍為30~150kV,電子束電流20~1000mA,電子束焦點直徑約為0.1~1mm,這樣,電子束功率密度可達106W/cm以上。
(2)精確、快速的可控性
作為物質基本粒子的電子具有極小的質量(9.1×10kg)和一定的負電荷(1.6×10C),電子的荷質比高達1.76×10C/kg,通過電場、磁場對電子束可作快速而精確的控制。電子束的這一特點明顯地優於激光束,後者只能用透境和反射鏡控制,速度慢。
基本信息
- 年代
- 70年代
- 屬性
- 電子
- 國家
- 德國
- 中文名
- 電子束焊
- 外文名
- Electron Beam Welding