預塗感光版
美國3M公司開發的印刷用鋁版
PS版是從英文“Presensitized Plate”的縮寫,中文意思是預塗感光版,1950 年,由美國3M公司(Minisota Mining & ManufacturingCompany)首先開發。PS版分為“光聚合型”和“光分解型”兩種。
a毛面導氣層 b感光層 c鋁基 d砂目 大致四部分構成
多層砂目結構
毛面導氣層
塗布毛面顆粒的作用a提高真空密合性 b,抽氣時間比沒有毛面的快一倍左右 c,減少圖像曬虛
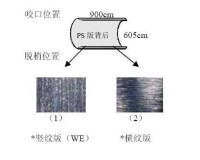
根據紋路,可以將PS版分為豎紋版和橫紋版兩種
PS版
曬版··顯影··修版··上膠··印刷
曬版前的準備
安托系列陽圖版感光範圍在藍光區和於高壓汞燈和脈衝氙燈曬版
保持曬版膠片清潔,盡量減少曬版膠片上的臟點,否則會影響曬版質量。
曝光時間
長時間用同一光源,燈光就會老化,曝光量就會有波動,增加曝光時間。
注意:正確選擇曝光時間,曝光不要過度,防止小網點丟失,同時也要防止曝光不足,以防止版面上臟。
曬版時間的選擇
如安托印刷包裝材料有限公司的15級連續調灰梯尺(梯級密度差為0.15)進行曝光測試時,推薦標準為三梯見白,也可根據實際工作內容適當掌握,但應為不上臟為準。實際使用時,鑒於曝光設備及所有軟片種類的質量差異,曝光時間應該有所不同,建議通過實驗決定。
曬版機玻璃必須乾淨清潔,無塵埃以及其他異物划傷等缺陷。
軟片(原稿)應乾淨無划傷,圖文部分密度不低於2.5。
推薦使用安托坂田膠片系列。
用筆蘸取修版膏,塗抹至要修除的部位,放置30s~40s用水部分沖洗即可。
PS版上膠
塗保護膠前,確認已將PS版面殘留顯影液充分洗乾淨,按照1:1~~1:3稀釋使用,若保護膠稀釋過渡,則版易碰傷或上臟;濃度不夠則易著墨不良。
手工塗膠
將宇宙保護膠原液直接注於表面,用海綿塊塗擦,再用濕布擦均勻。
PS版
通常PS版經過曝光,顯影,修版,上膠之後就可以印刷了;但是為了增加PS版的耐印率,確認版上無臟之後,塗上一層烤版保護膠,然後在230℃~~250℃的恆溫之下烘烤5~8分鐘之間,使原來綠色變成棕紅色,再用顯影液進行第二次顯影,用清水清洗版面后,擦上膠,即可上機印刷耐印率可提高3~~5倍。
注意事項:
因烤版之後的感光i膜吸附在版面很牢固,所以PS版在烤版之間一定要將版面上的膠帶,臟點清除乾淨。
烤版保護膠擦得不宜過多,過多易出現留痕狀痕迹,嚴重時不易著墨。
修版後用清水將修版液沖洗乾淨,否則烤版后,殘餘的修版液及被溶解的物質會污染版面,引起上臟。
烤版時必須待版面保護膠乾燥之後才可進行烤版。
塗烤版宇宙保護膠要用脫脂紗布,以免用臟布塗擦,污染版面,引起上臟。
塗烤版保護膠液用力不要過大,以免纖維脫落而影響烤版質量。
安全燈
黃燈(應避免日光直接照射)
存儲方法
防潮,恆溫條件下,保存期18個月。
由於印刷輔料種類繁多,大多數此類公司屬於貿易性質,有生產一部分優勢產品
PS版包裝規格:50張/箱
1、曝光光源:
PS版感光範圍在藍光區和近紫外光區,曬版最佳光源為碘鎵燈,同時也適應於高壓汞燈和脈衝氙燈曬版。
2、曝光時間:
◆XX牌I型陽圖PS版
以5000W碘鎵燈為例,燈距1.2M曝光量可以控制在30-60秒(約為20-40脈衝)。
以3000W碘鎵燈為例,可以控制在40-90秒,(約為20-40脈衝)。
其它光源曬版時應適當處長曝光時間。
◆XX牌P型陽圖PS版
以5000W碘鎵燈為例,燈距1.2M曝光量可以控制在20秒(約為15脈衝)。
以3000W碘鎵燈為例,可以控制在30秒,(約為20脈衝)。
其它光源曬版時應適當處長曝光時間。
1、圖像暈虛及空白部不幹凈。要解決這一問題,曬版機的玻璃首先要保持清潔。要用酒精擦乾淨,正反兩個面都要擦。下班的透明度不夠,光的穿透量會受到影響,曬出的版就會模糊。如果膠片版材及玻璃版沒有緊密貼緊,也會造成曬濾。
有時一張片基用久了,上面有許多膠帶紙留下的殘餘膠料,通光度就會受到影響,並且使得膠片和片基貼得沒有那麼緊密,因此,片基用得久就要更換。拼版時,如果兩個圖像重疊,圖像也同樣曬不實。像皮布如用得久了,會產生老化,在一些邊緣地方會有少量漏氣,PS版與菲林片就會貼不緊,曬出的圖文也會發虛。如果機器用的時間較長,就要檢查一下氣泵的真空度還夠不夠。
燈管用得太久切率會有所下降,曝光量會不足。吸氣時,如果不能從中間逐漸向四周走,會造成局部有氣泡,PS版就會有局部模糊,這是要檢查底部的墊板。
2、PS版網點不實。要解決這一問題,要從膠片上檢查。曬版用的膠片上的網點要有足夠的黑度,要把曬版片上的網點結構轉到印版上,決不能讓被覆蓋的部分(網點)通過光量,引起印版感光層感光。否則印版上的網點就不會堅實,印刷時網點會掉。網點暈虛,我們知道絕對清晰的網點,透光平面到黑度很高的覆面之間過渡很陡,是突變成的,網點的邊沿實際上是垂亘上升的。暈虛的網點與之相反,黑度是由邊沿開始慢慢增大的。所以網點產生一個傾斜度或大或小的邊沿。
印版上暈虛網點由於它們性能不穩定而導致色彩偏差,並常常可以看到印版上發生“小點子丟失”現象。要解決這一問題,曬版前的膠片要進行嚴格檢查,網點要有足夠的黑度和足夠的清晰邊沿。
3、不能反映出作品的細微部分。如一根頭髮絲,照片上有,而印版上變得模糊不清。這主要是由於曝光量不夠或沖版時藥水濃度過大而把細微部洗掉了。
PS版材在質量檢查過程中要注意的幾個要素,印刷中,發現靠近左邊的一側有糊版材現象。我們立即停機檢查,發現潤版材液沒有問題;傳水輥、勻水輥接觸良好;著水輥和著墨輥的靠版材壓力都適宜;滾筒之間的壓力也合適。那麼,問題是不是出在印版材上呢?重新換上一塊版材,試車還是出現糊版材現象。再次檢查,發現糊版材一側著墨輥上有少許潤滑機油,可能是操作人員在加註潤滑機油時不小心把機油滴在了著墨輥上,機油通過著墨輥傳到印版材,使印版材該部分親油斥水造成糊版材現象。我們把著墨輥清洗乾淨,再用浮石粉擦洗一遍。清洗后再開機印刷,版材面局部糊版材現象消失。從這次故障得到的教訓是,以後每次加註潤滑機油時,要做到準確、量少、到位。
PS版是由製造商在鋁板等上面預先塗好感光性樹脂層的平版印刷版。使用時直接曝光、顯影,完成製版。PS版分為膠版用和腐蝕凸版用,一般指膠版用PS版。分 陽圖型PS版和 陰圖型PS版兩大類。
1、優質鋁版經過電解磨版、陽極氧化等工藝處理。
2、陽圖PS版材表面為顆粒化狀態,可縮短抽真空時間,減少暴光區與非暴光 (曬版) 區光暈現象。
3、適合機顯、手顯、槽顯加工處理。
4、網點還原、親墨性能好、耐印力高。
5、優質的原材料。
6、砂目均勻、多層次 -水墨平衡性強、網點還原性好。
7、氧化層緻密 -耐印力高。
8、寬容度大 -方便操作、印刷環境適應性強。
9、採用減色原理 -曬版后色差明顯、易於檢測。
陰圖PS版和陽圖PS版的區別主要是感光效果不同。其他類似。
預塗感光版又稱作PS版,可分為“光聚合型”和“光分解型 ”兩種。
光聚合型用陰圖原版曬版,圖文部分的重氮感光膜見光硬化,留在版上,非圖文部分的重氮感光膜見不到光,不硬化,被顯影液溶解除去。
光分解型用陽圖原版曬版,非圖文部分的重氮化合物見光分解,被顯影液溶解除去,留在版上的仍然是沒有見光的重氮化合物。
PS版的親油部分是高出版基平面約3μm的重氮感光樹脂,是良好的親油疏水膜,油墨很容易在上面鋪展,而水卻很難在上面鋪展。重氮感光樹脂還有良好的耐磨性和耐酸性。
若經230~240℃的溫度烘烤5~8min,而使感光膜琺琅化,還可提高印版的硬度,印版的耐印率可達20~30萬張。PS版的親水部分是三氧化二鋁薄膜,高出版基平面約0.2~1μm,親水性、耐磨性、化學穩定性都比較好,因而印版的耐印率也比較高。
PS版的砂目細密,解析度高,形成的網點光潔完整,故色調再現性好,圖像清晰度高;PS版的空白部分具有較高的含水分的能力,印刷時印版的耗水量大,水、墨平衡容易控制。
1、採用獨特的擠壓鋪流塗布工藝,塗層平整,厚度均勻,適用於高、精、細產品印刷;
2、表面塗有導氣毛面層,提高與曬版膠片的密著性,縮短抽真空時間,避免光暈現象發生;
3、改版曝光後有明顯的色差,顯影寬容度大,解析度高;
4、氧化膜緻密堅硬耐印力高;
5、適於機顯、槽顯和手顯。
PS版是預塗感光版(Pre- S- ensitized Plate)的英文縮寫,是預先塗覆感光層的,可隨時進行曬版的平印版(GB9851 .5—90)。
最早出現在20世紀30年代,由德國卡勒公司開始研製,第一塊PS版在1946年正式投入市場。
PS版的版基採用親水性良好,金屬結晶較細,化學性穩定性較好的鋁箔板。常用版基厚度為0.5mm、0.3mm、0.15mm。PS版是在經過電解粗化處理,使其鋁板表面形成沙目狀及陽極氧化、封空等表面處理后,在鋁板上均勻塗布一層感光液,乾燥后儲存起來而製成的預製版材,需用時取出,經過曝光和顯影等處理製成印版。
平版印刷的感光性印刷版,有陰圖和陽圖兩類。可以直接印刷,也可由膠板間接印刷。是當今最優良的印刷材料之一。現在均是大量連續化生產,作為商品供印刷廠使用。

基本信息
- 中文名
- 預塗感光版
- 外文名
- Presensitized Plate
- 別名
- PS版
- 生產時間
- 1950
- 用途
- 平版印刷的感光性印刷版