栓釘
一種高強度剛度連接的緊固件
栓徠釘屬於一種高強度剛度連接的緊固件,用於各種鋼結構工程中,在不同連接件中起剛性組合連接作用。栓釘是電弧螺柱焊用圓柱頭焊釘(英文Cheese head studs for arc stud welding)的簡稱,栓釘的規格為公稱直徑10~Ф25mm,焊接前總長度40~300mm。
栓釘是樓面梁同鋼筋混凝土樓板起組合連接作用的連接件,採用拉弧型栓釘焊機和焊槍,並使用去氧弧耐熱陶瓷座圈。
接通焊機焊槍電源,柱狀栓釘套在焊槍上,防弧座圈,啟動焊槍,電流即熔斷,座圈則產生弧光,經短時間后柱狀栓釘以一定速度頂緊母材端部熔化,切斷電源柱狀栓釘焊接完成固定在母材上。
電弧栓釘焊接過程時序為:短路—提升引弧焊接—落釘—有電頂鍛—焊接結束
栓釘的基本原理和焊接流程如下:將金屬螺柱焊到工件平面上去的方法叫做螺柱焊。在建築工程中稱栓釘焊。它屬於熔態壓力焊的範疇。
栓釘焊又有2種:普通栓釘焊和穿透栓釘焊;普通栓釘焊亦稱非穿透栓釘焊。穿透栓釘焊用於組合樓板和組合梁,焊接時,將壓型鋼板焊透,使栓釘、壓型鋼板和鋼構件三者接在一起。壓型鋼板厚0.6、0.8、1.0、1.2、1.6mm,鍍鋅。施工中,壓型鋼板起到底模的作用。
螺柱焊機有兩種:電弧螺柱焊機和儲能螺柱焊機。儲能焊機適用於直徑較小(Φ8mm及以下)的螺柱焊接;栓釘直徑較大(Φ8mm以上Φ28mm及以下)均採用電弧螺柱焊機。
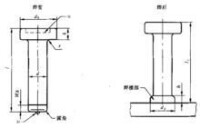
d—栓釘直徑、dk —栓釘頭直徑、d1—焊接部直徑
h—焊接部高度、k一栓釘頭高度、r—倒角半徑
栓釘規格有: Φ8、Φ10、Φ13、Φ16、Φ19、Φ22、Φ25、Φ28等8種,最常用的為中間4種。栓釘形狀見栓釘圖
國標規定栓釘表面應無鏽蝕、氧化皮、油脂和毛刺等。栓釘的桿部不允許有影響使用的裂縫,但頭部裂縫的深度(徑向)不得超過0.25(d-d)mm。栓釘的現行國家標準使用國家質量監督檢驗檢疫總局於2002年12月5日發布,於2003年6月1日正式實施的電弧螺柱焊用圓柱頭焊釘(Cheese head studs for arc stud welding)國標GB/T10433-2002,同時廢止了GB/T10433-1989這個栓釘老標準,這個新國標適用於土木建築工程中各類結構的抗剪件,埋設件及錨固件。
GB/T10433-2002非等效採用國際標準ISO13918:1998《焊接 電弧螺柱焊用螺柱和磁環》,SD型剪切件(焊釘),和日本工業標準JIS B1198-1995《圓柱頭焊釘》。Ф10mm~Ф25mm各種規格型號的電弧螺柱焊用圓柱頭焊釘,材質SWRCH15A、ML15Al或ML15。
栓釘適用高層鋼骨結構建築、工業廠房建築、公路、鐵路、橋樑、塔架、汽車、能源、交通設施建築、機場、車站、電站、管道支架、起重機械及其它各類鋼結構等工程。所有工程上使用的栓釘均應該符合《圓柱頭焊釘》GB10433的規定,其抗拉強度≥400KPa,屈服強度≥320KPa,並應該拿到手栓釘廠家出具的質量檢驗單等質量證明書。
栓釘施焊前,應依照工程施工設計圖紙上規定的間距和行距以及位置要求放出栓釘施工位置線。
栓釘施工:栓釘施焊使用專用栓釘焊機,配備栓釘焊槍。
栓釘焊接施工時,將栓釘機同相應的焊槍電源接通,把瓷環座圈放在已放好線的栓釘位置上,用焊槍將栓釘對準瓷環座圈頂緊,打開焊槍電源,栓釘引弧點拉弧產生高溫融化栓釘頭部和母材形成高溫融化的焊接焊池,經短時間(0.8~1.2s)后栓釘焊接在母材上,然後清除瓷環和檢查四周焊縫。
栓釘焊接質量檢查:
外觀檢查,檢查栓釘是否垂直和焊縫是否均勻,看焊肉是否飽滿均勻,有無偏焊,如焊層全熔化且均勻判為合格;
彎曲檢查,以錘擊檢查為主,檢查外觀有缺陷的栓釘,在缺陷部位的相反方向錘擊彎曲15°,焊縫處無開裂、焊肉無異常現象可判為合格;如焊縫出現裂縫,視為報廢,不合格則需要在原位稍偏處補焊一個栓釘補充,打彎的栓釘不必再扶正。
1. 栓釘產品型號、規格、選用材料和機械性能
| 型號 | 直徑規格 mm | 選用材料 | 抗拉力強度 σb MPa | 屈服度 σ0.2 MPa | 伸長率 δ5 % |
| GB10433-2002 | 10 - 25 | SWRCH15A、ML15AL 或ML15 | 400 - 550 | ≥ 320 | ≥ 14 |
2. 栓釘(GB10433-2002)規格尺寸(mm)
栓釘
| 栓釘公稱直徑d | 10 | 13 | 16 | 19 | 22 | 25 |
| 栓釘頭部直徑d max | 18.35 | 22.42 | 29.42 | 32.5 | 35.5 | 40.5 |
| 栓釘頭部直徑d min | 17.65 | 21.58 | 28.58 | 31.5 | 34.5 | 39.5 |
| 栓釘焊后焊接部直徑d | 13 | 17 | 21 | 23 | 29 | 31 |
| 栓釘焊后焊接部高度h | 2.5 | 3 | 4.5 | 6 | 6 | 7 |
| 栓釘的熔化長度WA | 4 | 5 | 5 | 6 | 6 | 6 |
| 栓釘焊后焊釘長度設計值l | 40 - 180 | 40 - 200 | 50 - 250 | 60 - 300 | 80 - 300 | 80 - 300 |
在國內,大部分高層建築的承重結構都使用勁性柱,即在型鋼外層包裹混凝土。在型鋼柱,如H型鋼、十字柱、圓管柱上焊接栓釘,可以極大地加強型鋼柱與混凝土的連接強度,提高勁性柱的整體受力性能。
栓釘徠焊接檢查:柱狀栓釘的質量以錘擊為主,外觀表面檢查為輔,按每天產量取其中的1/500進行彎曲檢查,焊縫處無斷裂視為合格,如焊縫出現裂縫,該栓釘判為報廢,需在附近重焊一隻柱狀釘作為補充。

栓釘

基本信息
- 中文名
- 栓釘
- 外文名
- Shear Connector / Cheese head studs for arc stud welding
- 別名
- 運用領域
- 各種鋼結構工程中
- 類別
- 連接件
- 功能
- 組合連接
- 標註名
- 電弧螺柱焊用圓柱頭焊釘
- 拼音
- shuān dìng
- 實質
- 高強度剛度連接的緊固件