張力控制
張力控制
張力控制對在兩個加工設備之間作連續運動或靜止的被加工材料所受的張力進行自動控制的技術。在各種連續生產線上,各種帶材、線材、型材及其再製品,在軋制、拉拔、壓花、塗層、印染、清洗以及卷繞等工序中常需要進行張力控制。張力控制可以是恆張力控制,也可以是變張力控制。變張力控制是指張力按某一預先確定的規律變化,或根據工藝需要隨時改變,或作為自動控制系統的一個參量參與調節的張力控制技術。
張力控制的作用有:①保證連續生產加工過程能正常進行,即保證被加工材料在連續生產線的各部位上秒流量相等,從而達到既不堆料也不拉斷的要求;②保證被加工產品的質量,如尺寸精度(厚度、寬度、截面形狀等)、平直度、卷繞鬆緊、外形以及材質性能等達到標準要求。
為了控制張力,需要構成張力控制系統。因為張力只能在兩個(或兩個以上)具有驅動(或制動)力矩的工藝設備間形成,所以張力控制系統是在兩個傳動控制系統基礎上構成的。其中一個傳動控制系統作為張力控制系統的速度基準,稱為速度基準系統,而另一個傳動控制系統按張力要求建立負載,形成張力,實質是對速度基準系統按要求張力進行速度跟隨,稱為張力可控的速度跟隨系統。張力控制的任務一般多放在後一系統上,所以人們習慣地只將後者稱為張力控制系統。
張力控制系統由於應用場合、設備、構成原理不同而多種多樣。但按結構形式、控制原理可大致將其歸納為直接張力控制系統、間接張力控制系統、活套張力控制系統三大類。
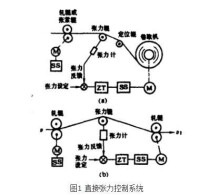
通過張力檢測環節(張力檢測感測器)實現對張力的閉環反饋控制的系統。卷取機和軋機機架間的直接張力控制系統分別如圖1 (a)、(b)所示。
實現直接張力控制,首先要有張力檢測感測器(張力計)。它被裝在張力測量機構的張力輥下(見圖1)。張力計實為壓力計,現用的壓力計有壓磁式、感應式、電阻應變片式等多種型式。
直接張力控制大多用於張力調節範圍大,精度要求高及易於安裝張力計的場合,或在無法構成間接張力控制系統時使用。
有時為了提高張力調節動態及靜態性能,擴大張力調節範圍,用間接張力控制實現粗調,起擾動補償作用,用直接張力控制實現精調,兩者合在一起構成張力複合控制。
直接張力控制和張力複合控制多應用於帶材、箔材冷軋機或連續加工線的卷取機或其機架間、加工設備間的張力控制上。
張力控制
間接張力控制系統不使用張力計,構成方式靈活,種類繁多,在張力控制領域一直佔據著統治地位,得到廣泛應用並不斷發展。其主要形式有纏繞設備用的間接張力控制和連續加工設備用的間接張力控制兩種。
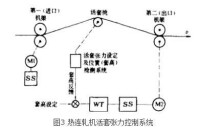
在建立張力的兩個設備間裝設活套,利用諸如重鎚、彈簧、氣壓缸、液壓缸、各種力矩電動機以及電動力矩控制裝置等給活套按要求建立張力;再通過對活套位置(或角度)進行反饋控制,實現按要求張力進行速度跟隨控制,即可構成活套張力控制系統。
活套種類很多,有活套挑、活套小車、活套坑、活套輪等多種形式。常用的熱連軋機活套張力控制系統示於圖。
張力控制
在紙張加工或捲筒紙輸入的印刷機生產線上進行紙卷展卷過程中,要使用的紙張、薄膜、金屬箔或複合材料處在張力 或應力作用下。因為有機械力拉伸、伸展或拉動卷 筒紙,這個張力需要進行控制。張力太小會使套准 控制更加困難,張力過大可能會導致材料伸長或長度增加。
彩色套准、標籤幅面、打孔或衝壓定位等,可能都會受到不適當的張力控制影響;材料越柔軟,就越需要更複雜的張力控制。印刷機張力控制的程 度可能在購置設備時涉及到一個相當大的附加投資,但這可以通過印刷機在整個使用中提高生產力得到補償。
一般印刷機上的張力控制系統是在捲筒紙展卷時加上感測輥,感測輥安裝在樞軸浮動的支架上,根據張力值進行平衡。通過對一些因素的響應,改 變支架和輥子在樞軸浮動的位置,這些因素包括紙 卷直徑改變、運行速度、捲筒紙加速度和制動系統 摩擦力的改變。支架的樞軸運動將信息傳送出去,由此不停地調整制動力,以保持張力平衡。

基本信息
- 中文名
- 張力控制
- 外文名
- tension control
- 作用
- 保證連續生產加工過程能正常進行
- 應用方式
- 張力控制系統
- 分類
- 恆張力控制、變張力控制
- 應用範圍
- 各種帶材、線材、型材及其再製品