漆器
漆器
用漆塗在各種器物的表面上所製成的日常器具及工藝品、美術品等,一般稱為“漆器”。生漆是從漆樹割取的天然液汁,主要由漆酚、漆酶、樹膠質及水分構成。
用它作塗料,有耐潮、耐高溫、耐腐蝕等特殊功能,又可以配製出不同色漆,光彩照人。在中國,從新石器時代起就認識了漆的性能並用以制器。歷經商周直至明清,中國的漆器工藝不斷發展,達到了相當高的水平。
中國的熗金、描金等工藝品,對日本等地都有深遠影響。漆器是中國古代在化學工藝及工藝美術方面的重要發明。
詞目:漆器
拼音: qī qì
注音: ㄑㄧ ㄑㄧˋ
基本解釋:[lacquer; lacker; lacquer ware] 一種木製裝飾品,塗以油漆並常鑲嵌以象牙或金屬;統指此類工藝品
引證解釋:
塗漆的器物。現多指一種表面上有一層漆的手工藝品。《資治通鑒·唐太宗貞觀十七年》:“舜 造漆器,諫者十餘人,此何足諫?”如:福建 產的漆器最著名。

漆器(南京博物院館藏)
西晉以後到南北朝,由於佛教的盛行,出現利用夾紵工藝所造的大型佛像,此時的漆工藝被用來為宗教信仰服務,夾紵胎漆器也因而發展。所謂的夾紵是以漆輝和麻布造型作為漆胎,胎骨輕巧而堅牢。
唐代經濟發達文化繁榮,種種因素使工藝美術也隨之發達,在藝術、技術以及生產上,皆遠超過前期。唐朝漆器大放異彩,呈現出華麗的風格,漆器製作技術也往富麗方向發展,金銀平脫、螺鈿、雕漆等製作費時、價格昂貴的技法在當時極為盛行。
宋代漆器的制胎和髹飾技藝已經十分成熟,當時不僅官方設有專門生產機構,民間製作漆器也很普遍。漆器所製作的器皿,樣式多且富變化,造型簡樸,表現出器物結構比例之美。一般而言,宋代漆器以素色靜謐為主。
明代時期的工藝美術跨入新的階段,官方設廠專制御用的各種漆器,並由著名的漆藝家管理。除了官設的漆器廠外,民間漆器生產也遍及大江南北。明代江南漆器名家輩出﹐明初有張德剛﹐包亮﹐明代中期有方信川,明末有江千里等,並出現集漆器工藝之大成的著作:黃成著,楊明注《髹飾錄》。
髹飾工藝在這時有很大的革新,結合多種傳統技法,兩種以上的技法作結合,不同的文飾在不同的素地上更換,開創出千文萬華的繁榮局面。
今日中國大陸和台灣,漆器仍是民間工藝的重要組成部份,著名的漆器工藝,包括福州的脫胎漆器,廈門的髹金漆絲漆器,廣東暈金漆器,揚州螺鈿漆器,稷山螺鈿漆器,山西平遙推光漆器,成都銀片罩花漆器,安徽屯溪犀皮漆器,北京剔紅漆器,台灣南投縣黑髹漆器等。
2021年7月8日,浙江省文物考古研究所與浙大文保材料實驗室對寧波餘姚井頭山遺址出土的兩件木器的黑色塗層進行鑒定,確定為人工漆,從而將世界用漆的歷史提早到8300年前左右。
日本最早的漆器可追溯至繩文時代,至今在日本發現最早的漆器是600年前的朱漆櫛。以江戶時代的出品最為精美。

東京國立博物館藏國寶八橋蒔繪螺鈿硯箱
山中漆器:緊鄰福井縣的石川縣加賀市山中溫泉,是歷史悠久的溫泉鄉,漆樹種植和漆器製作的歷史也很長,江戶時代導入了京都等地的漆器技術。

漆器:輪島塗屠蘇器
春慶塗:岐阜縣高山市的一類漆器叫做春慶塗,起源於四百年前一位木工獻給了高山城主一個明顯看出年輪的花柏木盆,城主喜愛那木盆花紋的自然美,便請自家塗漆匠設法不失原態地製成了漆盆,並以名陶壺“飛春慶”之名將那漆盆命名為“春慶”,從此產生了“春慶塗”。
鎌倉雕:神奈川縣鎌倉市的雕刻漆器叫做鎌倉雕,它是在木材上先薄薄地雕刻出圖案花紋后,先塗黑漆,再塗硃色青色黃色等漆,最後拋光的漆器。它興起在鎌倉時代,技術自中國宋代傳入,栃(日造漢字)木縣日光市還有一種日光雕,它產生於建築日光東照宮的江戶時代初期,是建造東照宮的雕刻師和漆工的合作產物。
用漆塗飾器物的工藝。中國古代所用漆,是漆樹分泌的一種汁液,經日晒脫水后,即成為可作塗料的熟漆。同時常在漆中加入桐油一類乾性植物油。作漆器時,以木、竹蔑、麻布等為胎骨,然後以漆塗其外表,乾燥后即可使用。也可在漆中調色,以便塗飾花紋,繪製圖案。塗漆既可保護器物,經久耐用,又可使其美觀。中國製造漆器的歷史悠久。《韓非子·十過》載,虞舜以木作食器,“流漆墨其上”。已出土西周至戰國的塗漆車輛、几案、盤、奩等器物。新疆鄯善洋海墓出土有公元前475一一公元前221年的漆盤。羅布泊高台古墓出土有東漢圓形漆器蓋,較上述漆盤精美。吐魯番阿斯塔那墓出土的唐代漆盒,木胎,黑色。
(1)制胎漆器工藝的胎身常用木胎和脫胎兩種形式。製作木胎漆器要精選紋理細不變形的優質木材製作榫卯無縫式木胎;而脫胎則是以泥土、石膏等塑成胎坯,以大漆為粘合劑,用薴麻布或者絲綢布在胚胎上逐層裱,待 陰乾后脫去原胎留下漆布雛形,再經過上灰底、打磨等多道工序製成堅實輕盈的胎體。
漆器
剔犀工藝使用的是兩種以上天然大漆(天然大漆它是指從漆樹上刻下來的漆液,也叫生漆、國漆)在一定的胎體上有規律、有層次的交替髹塗累積到一定厚度(一般需要髹漆百餘道,歷時四個月之久)。大漆采自漆樹,每年三伏天,漆農用河蚌殼破開樹皮,在樹木上劃開如柳葉刀的刀口,樹體就會滲出乳白色液體,順著柳葉口緩緩流入竹筒,然後讓有經驗的工匠製成大漆。
(3)髹漆
每一件漆器剔犀工藝品都是用黑紅兩種顏色的大漆髹漆,至少要有5個紅色層和5個黑色層組成,每個色層要經過數十遍上漆來覆蓋下方色層,而且每遍上漆厚度要一致,每一遍上漆都要在恆溫恆濕的地窨中用24小時氧化,歷經百餘天,歷經百遍塗漆,才能達到剔犀漆器工藝品需要的厚度,這就是傳統手工藝的功力和艱辛所在。
(4)描繪
紋飾是描繪剔犀工藝的外在美麗紋飾,再用刀加以剔刻,因刀口斷面清晰,層層漆紋大都以迴旋生動,流轉自如的雲紋回鉤組成。
(5)剔刻
剔刻是漆器剔犀工藝重要步驟之一,通過掀、撓等工藝步驟,使其紅黑相間的紋飾呈現在我們眼前。
(6)推光
推光是漆器剔犀工藝的最後一個步驟,用老舊房子上的灰磚粉末細細打磨漆器剔犀工藝品的每一個角落,用適當的力度,上百次的打磨,才能拋光出燦爛的漆器剔犀工藝品。
描金:
在漆器表面,用金色描繪花紋的裝飾方法。描金在黑漆地上為最常見,其次是硃色地或紫色地。也有把描金稱做“描金銀漆裝飾法”的。
填漆:
《遵生八箋》:“宣德有填漆器皿,以五彩稠漆堆成花色,磨平如畫------”《帝京等物略》,填漆刻成花鳥,彩填稠漆,磨平如畫------”這種堆刻后填彩磨顯出花紋來的髹飾技法稱之為“填漆”。
螺鈿:
亦作"螺填"、"螺甸",是貝殼薄片製成人物、鳥獸、花草等形象嵌在雕鏤或髹漆器物上的裝飾技法。平漆之後,而飾以彩色,則有描漆、彩漆、漂霞妝彩、花彩、描彩等製法,飾以金的,則有砂金、描金、灑金、塗金、泥金、貼金等名目,細按其各名稱,自可推想其製法不同。總之,漆器之中,以雕漆為最高貴,亦以雕漆為最有藝術意趣,故歷代均努力製作。宋人雕紅漆器,如果宮中用盒,多用金銀為胎,以朱漆厚堆至數十層,始刻人物、樓台、花草等圖畫,刀法之工,雕鏤之巧,儼若筆畫。
有錫胎者,有□地的,有紅花黃地的,有五色的,刻法深淺隨妝露色,如紅花綠葉、黃心黑石之類,奪目可觀,但傳世者很少,不容易看到。又有用朱為地,刻十錦花草,用黑為面,刻各種花草、錦地壓花,紅黑可愛,然多為盒類,盤匣次之。盒則有蒸餅式、河西式、簾段式、三撞式、兩撞式、梅花式、鵝蛋式,大則幾尺,小則幾許,兩面俱有花紋。盤則有圓者、方者、腰樣者、四角者、八角者,有絛環樣者,有四角牡丹瓣者。匣則有長方、四方、二撞、三撞四式等。
此種工藝方法起源甚早,周代已流行。從現存唐代螺鈿實物看來,當時已有很高的水平。曹昭《格古論要》:"螺鈿器皿,出江西吉安府廬陵縣。宋朝內府中物及舊做者,但是堅漆或有嵌銅線者甚佳。元朝時富豪不限年月做,造漆堅而人物可愛。" 有張成、楊茂二家,技擅一時,但用朱不厚,漆多敲裂。
點螺:
點螺漆器是我國傳統工藝品。1966年北京元代遺址出土一件漆盤殘片用螺片鑲嵌廣寒宮。明代是點螺漆器的盛期,工藝水平已達到相當精湛的程度。用貝殼、夜光螺等為原料,精製成薄如蟬翼的螺片,再將薄螺片“點”在漆坯上,故名“點螺”。因點螺用料較一般螺鈿鑲嵌為薄,而且軟,故又稱“薄螺鈿“和”軟螺鈿“揚州等地,仍有點螺漆器生產。
金銀平脫:
將金銀薄片刻製成各種人物、鳥獸、花卉等紋樣,用膠粘貼在打磨光滑的漆胎上,待乾燥后,全面髹漆二三層再經研磨顯出金銀花紋,使花紋與漆底達到同樣平度,再加推光則成為精美的平脫漆器。金銀花紋面較寬的地方還可以雕刻細紋,但不能刻透金銀片。這種裝飾法,精細費工,材料高貴,但金銀寶光與漆色的光澤相互輝映極為華麗,是十分貴重的漆器。《酉陽雜俎》、《安祿山事迹》、《太真外傳》、《唐語林》等,都有關於唐玄宗、楊貴妃賜給安祿山的各種平脫漆器名目的記載。
堆漆:
不用漆灰而用不同於地漆色的漆製作花紋的一種髹飾技法。現作堆漆可有膠制材料,可貼金和塗彩,含義較為廣泛。
雕漆:
在堆起的平面漆胎剔刻花紋的技法。我國雕漆始於唐代,歷史上以元代嘉興西塘的最為著名,現代主要產地有北京、揚州、天水、徽州等。雕漆大多用鮮明的朱漆,故又名“剔紅”。雕漆常以木灰、金屬為胎,用漆堆上,少則八九十層,多達一二百層,是待半干時描上畫稿,施加雕刻的一種髹飾技法。一般以錦紋為地,花紋隱起,精麗華美而富有莊重感。
斑漆:
斑漆是兩晉南北朝漆飾的一種技法,古時用它作為車乘的裝飾。此法因系用兩種以上色漆,互相交錯,呈現各種花紋,猶如動植物上面的斑紋而得名。《髹飾錄 坤集 復飾》:“細斑地諸飾”。楊明註:“所列諸飾,皆宜細斑也,而其斑黑、綠、紅、黃、紫、褐,而質色亦然,乃六色互用,又有二色,三色錯雜者,又有質斑同色,以淺深分者”。這似與斑漆相仿。另外,用單色漆顯出深淺不同斑紋,也有叫斑漆的。
平漆:
以漆漆物,並沒有其他手續,稱為平漆,最先漆物,只這一種方法,平易簡潔,製作精良的,也非常可愛。
戧金:
器物上既塗以漆,等干固后,再以針刻刺圖樣,然後用金屑撒於罅中使之平,稱為戧金。撒銀屑的,稱為戧銀。據說戧本古創字,俗讀鏘去聲,是器物上飾金的方法。據《丹鉛總錄》載,唐《六典》十四種金,有創金一法,吳偉業有《宣宗御用戧金蟋蟀盆歌》,明時創金極有成功,故名器很多。
堆紅:
漆器的面堆成種種花紋,覆以朱漆,稱為堆紅。《格古要論》謂,假剔紅用灰團起,外面漆上朱漆,稱為堆紅,又叫罩紅。
許多製作精美的古代漆器,即使長期埋藏在潮濕的地下或乾燥的沙漠中,也能保持光艷如新,但出土後會因環境濕度變化大而出現變形、變色等現象。這是因為空氣過於乾燥,漆器容易發生斷裂,濕度過大,則易出現變形和脫漆。
收藏時應特別注意,不要把漆器放得離地太近,也不要把其放在鋪設海綿的地上,因為地上濕氣大,海綿的吸水力又比較強,久置於地易使器物發霉脫漆。
在移動漆器時應輕拿輕放,注意不要與堅硬、銳利的物體碰撞或摩擦,避免劇烈的震動。因為有的漆器在地下埋藏千年,胎質易變得疏鬆,稍不注意,就會損壞。
同時,鹽、鹼等物質對漆器有一定損害,要注意遠離這些東西。
漆器的收藏還應注意防塵。如果有灰塵積澱,可用雞毛帚和柔軟的毛刷輕輕清理,或用棉紗布擦拭。
如果器物表面沾上污垢,可用洗滌劑清洗或用棉紗布蘸上少許食用油輕輕擦拭。
注意事項
金屬胎漆器,其胎質較為堅固,不易損壞,所以對此類漆器以保護漆層為主。
木(或竹)胎漆器,不僅要注意保護漆層,還得注意保護胎體。
漆器在收藏時應注意避免陽光曝晒、煙熏,收藏室的濕度和溫度不宜急劇變化,避免忽干忽濕,最好把漆器放在溫度和濕度比較恆定的房中。

漆器
薄螺鈿漆器約創始於北宋。所謂薄螺鈿是通過精心選用夜光螺等優質貝殼,將其剝離、裁切成纖細的點、線、片,然後一點一點地嵌貼於漆器底地上,有時還間以金、銀的條、片、屑等,再經髹飾、推光而成,作品五光十色,燦若虹霞,精緻纖巧。
代表性的實物有1955年在河南洛陽唐墓中發現的人物花鳥紋鏡。
北宋宣和年間(1119~1125)待詔畫家蘇漢臣在《秋庭嬰戲圖》中已描繪了薄螺鈿漆木傢具坐墩(原畫現藏台北故宮博物院)。此外,周密也在《癸辛雜識·別集下》中記載了賈似道家中的螺鈿漆器屏風,上面鑲嵌著精細的人物故事畫面。在元大都(今北京)遺址中發現了廣寒宮圖薄螺鈿黑漆盤殘片,上面的樓閣樹木等景物細緻,而且運用了分裁殼色,隨彩而施的技法,發揮了不同貝殼、不同色彩的特性。明代,薄螺鈿漆器有了進一步的發展,加金箔、銀箔、金屑、銀屑等成為常見的技法,使薄螺鈿漆器更加璀璨絢麗。明代最著名的螺鈿漆器匠師是江蘇揚州的江千里。他的代表作雲龍海水紋長方盒藏於北京故宮博物院。清代嘉慶、道光年間(1796~1850),江蘇揚州漆器能手盧映之及其孫盧葵生擅長多種髹飾技法,而厚螺鈿技法尤為所長,所嵌細片經過雕琢,高出漆面,有浮雕效果。約在清代晚期,薄螺鈿技法瀕於失傳。20世紀,先後在江蘇揚州、山西、安徽、上海等地得到恢復,並稱為點螺。
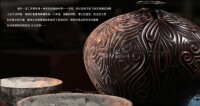
以稷山螺鈿漆器和揚州螺鈿漆器為主的螺鈿漆器,在國內外享有盛名。特別是稷山螺鈿漆器在保持傳統工藝的基礎上,推陳出新了在圓形器物上鑲嵌大片螺鈿的漆器,以仿元代清花鬼谷子下山罐為代表的螺鈿漆器於2010年參加了上海世博會。

稷山螺鈿漆器馬貴堂和漆器大師薛生金等合影
外國友人參觀稷山螺鈿漆器

剔犀漆器
剔犀工藝器物有著光澤瑩潤、胎薄體輕、紋飾華美、堅固耐用的優點。其最大的特點是使用黑紅兩種色漆有規律地逐層髹塗百餘遍,在達到足夠漆厚的胎骨上剔刻唯美、流暢的卷草、雲紋等線條,刀口斷面清晰地顯露出不同顏色的漆層,充滿靈動之美。紅黑兩色也是雲雕技藝的主色調,沉寂冷靜的黑色和活躍跳動的紅色結合在一起形成強烈的色彩對比,符合人類的審美追求,成為剔犀技法永不退色的標誌。製做出的各種工藝品和實用器物,大至屏、箱、桌、櫃,小至碗、罐、盤、盒,製成品或掛、或擺、或居家使用、或觀賞收藏,件件精美,無不雅俗共賞。

漢代夾佇脫胎漆盒
脫胎漆器的製作方法有兩種:一是脫胎,就是以泥土、石膏等塑成胎胚,以大漆為粘劑,然後用夏布(薴麻布)或綢布在胚胎上逐層裱褙,待陰乾后脫去原胎,留下漆布雛形,再經過上灰底、打磨、髹漆研磨,最後施以各種裝飾紋樣,便成了光亮如鏡、絢麗多彩的脫胎漆器成品了;二是木胎及其它材料胎,它們以硬材為坯,不經過脫胎直接髹漆而成,其工序與脫胎基本相同。
以花瓶製作為例,先預塑好泥胎或製作好木瓣胎模型;再用水裱上二層毛邊紙;刷上脫離劑兩道;髹上推光漆;然後成的分別髹上用生漆調細、中、粗灰數道;視器物的大小,用麵粉調生漆裱上一次或二三次夏布或綢布;分別髹上用生漆調粗、中、細灰數道;用水衝去泥胎或脫去木瓣胎;用清水洗凈胎內面,便成了脫胎漆器的"雛形"。每道工序都要陰乾,每道髹漆在陰乾后,都要用蘇磚等干磨。"雛形"製成之後,還有好幾道大工序。
福州脫胎漆器是繼承我國古代優秀漆文化發展起來的。它品類之多在全國漆器行業首屈一指,大的如陳列在北京人民大會堂的漆畫大屏風、彩繪大花瓶、脫胎仿古銅大獅等,小的如煙具、茶具、餐碗、盤、碟、罐等,共有18類1200多個花色品種;它質地堅固輕巧、造型別緻,裝飾技法豐富多樣,色彩明麗和諧,可謂集眾美於一體,具有非凡的藝術魅力。郭沫若生前曾做詩備加讚譽,稱讚福州脫胎漆器是“天下諒無雙,人間疑獨絕”。
甘肅天水漆器

漆器
天水漆雕工藝歷史悠久,考古資料證明,有兩千多年的歷史。在全國漆器行業中佔據著重要地位。《詩經,秦風》“阪有漆、隰有栗”,為秦地產漆最早記載。可見天水盛產生漆,早已聞名於世。延續至今,天水仍為全國重點產漆地區之一,天水所產生漆除供本地銷外,暢銷國內各地。
天水的漆器
1956年春天,天水磚瓦廠在皇城山腳下取土燒磚、挖毀古墓七座,其中一座墓中有鑲嵌綠松石的銅棺飾、饕餮紋獸面輔手,紅地黑面漆棺殘片等,根據棺飾和隨葬品特徵分析,該墓應為春秋戰國時代墓葬,為天水雕漆起源提供了最早的例證。1958年市郊瓦窯坡在農田基建中挖毀大型唐墓一座,出土三彩騎馬俑和伎樂俑十二尊隨葬漆器較多,但大都壞朽、殘存者有漆棺碎片、漆案、圓盤、碗等,均木胎素髹、做工精細、漆質光亮。詩聖杜甫客居秦州時有“近聞西枝西、有谷杉漆稠”之句,可見唐代天水產漆之盛已為古人關注。1983年甘谷新興鄉七甲村古墓群,發掘西漢墓一座,內有朱地彩繪漆棺二具,其中女棺內有一件貼銀扣黑地彩繪七子奩。l986年在麥積鄉放馬灘發現秦漢墓一百餘座,已清理14座,隨葬品以陶器為主,漆器次之,墓中出土了十一件漆器,有盤、耳杯、尊、奩和棰等,其中五件較完整。有一圓盤“木胎、髹黑漆,無紋飾,僅盤內飾凸線一條。”為鏇胎時所留。另有三件耳環,“橢園形、敞口、雙耳、平底、木胎,髹黑漆,有光澤,無紋飾”。另一件底部刻有“田貸”二字,似為匠作名。這些戰國時期漆器,均為木胎、黑漆素髹,應為當地所產。從近三十年來天水考古發掘的資料,也可看出漢代天水漆藝繁榮之一斑。1972年秦州區中梁韓家灣和羅玉鄉劉家河發現的兩座漢墓均有漆棺、髹黑漆,繪有朱褐色雲氣紋圖案,兩墓隨葬漆器八件,殘壞可辨者有四件,其中奩盒、耳環兩件,均外髹黑漆內髹朱漆,雖歷經兩千年,仍有光澤,可見當時髹漆技術已很成熟。同年秋天在天水城郊西湖嘴、王家磨、市三中等地漢墓中均發現有漆棺殘片。
天水漢代漆器出土之多,分佈之廣,漆藝之精,充分說明了這一時期天水髹漆業已進入了興旺發達時期,確為全國漆藝據點之一。到了宋代,漆器生產仍在持續,漆器製品也成為對外貿易的重要產品之一。
清代漆器天水民間保存較多,大都為生活日用傢具。到了清末民初漆器生產除家用器具外,又增加了盤、盒、奩、碗、筆筒,手杖等生活用品。竹胎、木胎、皮胎、藤胎均有,髹塗多用漆器油飾和罩漆,油飾作法為漆地做好后,以熟桐油調硃色髹塗,繪泥金花草飾紋,漆色艷麗光亮。

天水漆器
從1916年天水開辦了第一個隴南工藝廠生產雕漆,請當地書畫界名流張拱辰、趙仰岷參與,他們能書善畫,題詩落款,使產品大為創新,深得文人雅士喜愛。l9l8年又有地方人士張直忱、蒲寶珊等人在宇清巷成立了“協濟工藝廠”生產經營筆筒、茶盤、大煙盤等。另外還有焦海山、周來有等人成立的“蓮葉公司”也從西安請來技師,招收學徒從事漆器生產,這一時期漆器生產興旺發達,產品暢銷各地,質量也名噪一時。但到後來由於官商傾軋,漆器工廠逐漸轉為官辦,加之經營不善,成本昂貴,產品滯銷,經營雕漆的店坊只剩十幾家,1949年後,雕漆業受到重視。1952年已有7戶作坊恢復生產。1953年在當地政府支持下,由藝人郭力學、郭炳學、郭篤學、巨玲、馬志玉、白傑等27人組成“天水市雕漆生產合作社”。
1958年7月,雕漆生產合作社過渡為國營天水市雕漆工藝廠。改制後派人赴北京、天津、揚州等地學習石雕、牙雕、嵌鈿技術,已熟練掌握彩繪,鑲嵌、雕填、貼金、嵌銀、胎花、印錦、堆漆、刻灰、戧金、便塗、平螺鈿、研磨彩繪等幾十種裝飾技法,更有著名的書畫家何曉峰、胡橐、周兆頤、張國棟、楊蔭濃等設計圖案。
天水雕漆
天水雕漆,業內人士用“繁工珍材”四字概括它特色。所謂“繁工”指工藝複雜,工序繁多。一件雕漆產品要經過木工、漆工、配石、石刻、鑲嵌、粘貼、描金等上百道工序,費時少則三四個月,多則需要一年。所謂珍材,指天水雕漆產品全部採用珍貴的純天然材料。一般採用桃紅松、椴木等優質木材作胎,以當地小隴山盛產的優質天然漆為原料,以福建壽山石、浙江青田石、蕭山紅石、山東綠凍石、北京黃石、太湖蚌皮和珊瑚瑪瑙、珍珠、象牙(現以牛骨代替)、玉石、貝殼等為裝飾材料,並經常要用鑲金、貼銀等裝飾方法,可謂極盡“奢華”,“貴”不可言。
天水雕漆產品以家用器具為主,有桌、椅、櫃、箱、茶几等,又以各類屏風產品最具特色,現已發展出十幾個大類200多個品種。色調以烏黑色為主,兼有紅、酒紅、墨綠、寶藍、翠綠、駝黃、古絹黃、硃砂紅、玫瑰紅等色。圖案多取材於《西廂記》《紅樓夢》《聊齋》、唐宋傳奇等作品中的人物,兼以花草、文物、鳥獸、博古、山水等題材。情節以遊園、賞梅、宴坐、清飲等為主,個體作坊160多個,深受中外遊客喜愛。雕漆已成為天水市一張當之無愧的文化名片。
平遙縣的推光漆器,歷史悠久,在唐朝(公元618年-907年),推光漆工藝基本形成地方特色,到明清時已具相當規模,開始出口到英、俄等國。
推光漆器是一種工藝性質的高級油漆器具,以手掌推出光澤而得名。山西著名工藝品平遙推光漆器外觀古樸雅緻、閃光發亮,繪飾金碧輝煌,手感細膩滑潤,耐熱防潮,經久耐用,誠為漆器中之精品。
平遙推光漆器現有品種多為高檔屏風、掛屏、電視櫃、大小衣櫃、角櫃、酒櫃、陳列櫃、首飾匣等。底漆多以墨黑、霞紅、杏黃、綠紫為主,上面繪以具有民族風格的圖案,如古典小說、戲劇中的故事人物、古代神話、傳說中的故事人物等等,或描金彩繪,或刀刻雕墊,或堆鼓鑲嵌,線條流暢,色調和諧,富麗堂皇。
平遙推光漆器的生產,分木胎、灰胎、漆工、畫工和鑲嵌等五道工序。木胎車間使用松木做出各種傢具的木胎后,灰胎車間就用白麻纏裹木胎,抹上一層用豬血調成的磚灰泥,這叫做“披麻掛灰”。漆工車間的工序是非常細緻和複雜的。在灰胎上每刷一道漆,都要先用水砂紙蘸水擦拭,擦拭畢,再用手反覆推擦,直到手感光滑,再進行刷漆,多則刷七遍,少則刷六遍,其後的推擦就更細緻了。先用粗水砂紙推,再用細水砂紙推,用棉布推,絲絹報,捲起一縷人發推,手蘸麻油推,手蘸豆油推,掌心反覆推。憑眼力,憑心細,憑感覺,憑次數,推得漆面生輝,光潔照人。畫工和鑲嵌車間,對技術的要求更高,畫工必須學習繪畫四年以上,掌握了繪畫的基本技巧,才允許在漆面上勾紅點翠,獨立操作。刻繪工人的刀鋒,要求象筆鋒一樣,粗細相間,深淺適度,起落自如。鑲嵌原件的製作台上,團團煙光紫氣,叮叮有聲,工人們把河蚌殼、螺鈿、象牙以及彩色石頭加工成各種原件,由鑲嵌工人根據圖案的要求。巧妙地鑲妥粘牢。清朝以前,推光漆器為素底描金,清初開始以金漆器為主,中期創出了增厚漆層、推出光澤新工藝,自此,平遙推光漆器形成以磨推漆面與描金彩畫相結合的獨特工藝風格。
鄱陽漆器歷史悠久,製作精巧,以造型新穎,漆面光澤,內壁光滑見長,始於漢 代,明清以後,享譽江南,20世紀60-80年代,遠銷東南亞,歐美和日本,產量躍居全國第二。1915年,藝人張席珍製作的刻漆填金黑退光帽筒獲巴拿馬國際博覽會獎;多次獲國家輕工部優秀產品獎,全國工藝美術優秀作品和製作設計獎;多次參與人民大會堂髹漆工程,製作了多幅漆器字畫,條屏,器具等,參加了南昌滕王閣,西山萬壽宮等名勝的修繕和裝飾,漆畫《江南四月》《踏清》《姜夔》《漁鷹》等,被中國美術館收藏。中央電視台多次報道鄱陽脫胎漆。
鄱陽布胎漆器脫胎法較為先進:以松香雕作陽模,或將松香融化灌入陰模成陽模,用漆布裱褙成胎,胎成后擊碎松香,一次脫胎成型,布胎沒有接縫,平整光滑。
鄱陽漆器的傳統特色技法有衍生於饒州窯(景德鎮窯)陶瓷文化氛圍里的仿窯變流漆和隱花等。鄱陽隱花有數種:在中塗漆地描漆以後罩透明漆,在中塗漆地描金以後罩透明漆,在漆面鏤嵌花紋、填漆干后磨平再罩透明漆,靈活多變。
中國漆器歷史久遠,早在2000多年前,漆器的製作已達到驚人的高超技藝。由日本奈良招提寺長老森本孝順等一行僧侶護送回中國探親的鑒真和尚造像,就是用脫胎漆製成的。
漆器
宜春脫胎漆器的生產純屬手工操作,先製成模型,再以棉布、綢布、夏布裱在模型 上,塗上調配好的液漆,待陰乾后脫下內胎,然後填灰、上漆,再進行打磨、推光、裝飾,前後要經過數十道工序才能製成。宜春市漆器廠在繼承和發展傳統工 藝的基礎上,將漆器、瓷器、銅器、銀器、玉器、景泰藍等製作工藝熔於一爐,並 採用金銀鑲嵌、刻漆、雕填、彩金花、“赤寶砂”、“綠寶砂”和獨特的擺錫等多種加工技 法,生產出的脫胎漆器各呈異彩,形成了自己的獨特風格。清代,宜春漆器曾在“南洋賽會”榮獲一等獎。
宜春脫胎漆器是具有獨特民族風格和濃郁地方特色的藝術珍品,與北京的景泰藍、江西的景德鎮瓷器並稱為中國傳統工藝的"三寶",享譽國內外。
描金漆器的做法是,在漆地子上先用金膠漆描繪花紋,趁它還完全沒有干透時,把金箔或者是金粉粘著上去。另外還可以同時飾雲母螺鈿、砂金、碾金、泥金、細金等等。
這種描漆又叫做描彩漆或者是彩漆。描金還通常與描漆相結合,在單色一般是較深的黑、褐色底漆上,用各種顏色描繪出花紋圖案,這種漆器上的繪畫有較強的裝飾和表現效果。另外《髹飾錄》描飾門中還有一種“描金罩漆”,歸入罩漆類。
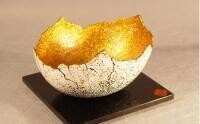
Lacquer from Hemudu
中國新石器時代漆器。1978年在距今已有六、七千年的浙江省餘姚河姆渡遺址第
漆器
漆器工藝古稱髹,是中國傳統的工藝技術,歷史悠久。清末民初,上海漆器雕刻已有一

漆器
從本世紀50年代以來,在揚州遠、近郊區許多漢代墓葬中出土的漆器及其殘片,多達萬件。

漆器
鄭州的桐木漆器由來已久,迄今已有2000多年的歷史。它是以桐木作底胎,以中國大
漆器
主要工序為雕,主要原料為漆,故名為雕漆。北京又叫剔紅。揚州名曰“雕漆""純雕”。
北京雕漆有金屬胎和非金屬胎兩種,前者是琺琅里,後者為漆里。著漆逐層塗積,塗一層,晾乾后再塗一層,一日塗兩層。塗層少者幾十層,多者三五百層,然後以刀代筆,按照設計畫稿,雕刻出山水、花卉、人物等浮雕紋樣。所用之漆以朱紅為主,黃、綠、黑等做底色,分為剔紅(堆朱)、剔黃、剔綠、剔彩、剔犀等工藝品類。雕漆的工藝過程十分複雜,要經過制胎、燒藍、作底、著漆、雕刻、磨光等十幾道工序,各工序技藝要求都很高。
漆器
雕漆品種有瓶、罐、盒、盤、茶具、煙具、酒具、掛屏、圍屏、牆壁畫、立體鳥獸、小件首飾等。近年來,北京雕漆又朝著"工藝美術日用化"的方向發展,陸續創作出一批既有藝術價值,又有實用價值的新產品,如檯燈、餐盤、儀器盒、電子鐘錶殼、雕漆桌面、雕漆綉墩、雕漆衣箱、雕漆櫃等。
1、雕漆工藝的原料與輔料
①漆料:製造雕漆漆器的主要原料是大漆,又名生漆、土漆、天然漆、中國漆,是從漆樹上割取下來的淺灰白色液體樹汁,漆樹野生,在我國生長區域廣泛。生漆乾燥后具有抗熱、耐酸、耐鹼、耐潮、耐磨等天然優良特性;干錮后具有極具韻味和柔和的光澤,顯得明潤透體。在原生漆的基礎上進行加工可以得到製作漆器需要的各種漆料。
(1)凈生漆:是對原生漆進行物理性能凈化后所得。
(2)加潮漆:在凈生漆中加入一定比例的凈水,用來補充原生漆在采割、運輸、儲藏過程中蒸發掉的水分,保持大漆原有的化學成份,使大漆的性能穩定不變,這樣的加潮漆才能用來調製漆灰與調製其他色漆。
(3)罩漆:是由加潮漆添進適量比例的熟桐油調製而成,增加了漆質的柔軟性和可雕刻性,它是配製各種色漆的基本成份。 (4)彩色漆:是用罩漆加各種化工顏料,均勻攪拌壓研而成的各種顏色的漆。原北京雕漆廠可以調製近百種不同色調的顏色漆。傳統上以紅、黃、綠、黑漆為主,在其上雕刻分別稱為剔紅、剔黃、剔綠、剔黑,另還有剔犀、剔彩的雕刻。
(5)退光漆:又稱推光漆,素漆,為半透明漆。在雕漆製品中用量較少,主要是在不進行浮雕處的次要部位的裝飾,俗稱"做裡子"。
(6)金腳漆:又稱為金膠,渾金漆、貼金漆,油光漆。用干快凈生漆加適量比例的熟桐油,攪拌均勻即可。主要用來粘貼金、銀箔,金銀粉。
(7)霸王鰾:又稱漆鰾,漆膠。用凈生漆與白色麵粉按一定比例調製而成,主要用來製作脫胎器,糊布,或用以粘接劑用。
②桐油:雕漆工藝的製作,除去主要原料大漆外,桐油也是必不可少的原料。桐油,是從油桐樹的果實中壓榨出來的植物油,色透明微黃,主要用來塗飾木器胎體,目的是防止潮濕之氣侵入木料內部,充當隔離劑;生桐油還用來配製其它的漆料、油料;在雕漆中主要用來配製罩漆。
③各色顏料:雕漆漆器的色調,是有一定的傳統習慣,雕漆的顏色,是由於在大漆中加入了不同的顏色。雕漆的傳統顏色是紅、黑、黃、綠,最常用為紅色。但由於顏色用量的不同,各種顏料的配比也有差別。一般包括下列顏料:銀硃、天然硃砂、丹紅、絳礬、石黃、漢沙黃、鈦青藍、靛華、鈦白粉、石青、石綠、漆綠、鈦綠、煙煤等。
④胎料: (1)銅料:北京雕漆使用銅料是為了製造內胎。由於銅材有壓延性,可塑性,適宜於各種形體的製作;銅材硬中有軟,又適合銅漆吻合的需要,且易於拋光擦拭,所以銅材成為製造雕漆內胎的最主要的原材料。使用銅料的雕漆製品,大都是瓶類、罐類、盒類、洗類、爐鼎熏類等,以圓體形的內胎為多數。北京雕漆使用的銅材,主要是國產的,以洛陽地區較好,也有一定的進口銅。 (2)木料:雕漆漆器使用木材製造內胎的歷史是很悠久而且大量的,應用得非常廣泛。木料最好是陳年舊料,不容易發生乾裂和變形,而且不同的雕漆製品的木胎對木料要求也不一樣,還因雕漆品在製作過程中,要幾十次、上百次地進入濕熱窨箱,又要進入烘乾火箱四至五回,所以對木料的選擇和挑剔是必不可少的。如屏風、傢具等,要採用上等紅松,雕漆串珠則用楊木、柳木、棗木為好,還有的木胎需要使用硬木,如梨木、榆木、紫檀、紅木、沉香木等。
(3)夏布:屬於麻的織物,包括麻、麻布,也是雕漆制胎中不可缺少的主料。夏布與生漆、生漆灰、霸王鰾,一次次、一層層有規則的在胎體上糊壓,待夏布漆灰的胎模干固后,便可以剝毀內部胎體,於是內空外實的完整的夏布胎體,就被脫制出來--脫胎。福州脫胎漆器幾乎全部採用脫胎工藝製造內胎,北京雕漆漆器中,有些是採用脫胎的,主要是用在異型立體造型上。
⑤各種輔料:輔料是圍繞雕漆品生產中進行粗加工、精加工時所必不可少的材料。主要有土子灰、磚灰、麵粉、石膏、膠泥、肥皂水、焊葯、硫酸、燒鹼、磨漿石、砂紙、炭條、灰條、頭髮、煤油、酒精、土粉、拋光蠟等。
2、雕漆工藝的工具設備 中國雕漆器的製造,在古代完全是手工操作,手工勞動。近現代也只有極少工序,採用了半機械半手工的設備。新中國成立后,雕漆漆器的生產手段有了較大改進。主要的工具設備有:切料機、趕胎機、圈線機、打口機、焊活室、壓力機、球磨機、燒蘭爐、槌、平台、平尺、水平儀、模具、旋床、各種木工工具、木刻工具、脫胎架、窨箱、絲頭、漆刷、鏟刀、皮子、鐵板、絲綿、窨楞、托盤、旋刀、修銼機、藤條、劃線卡具、漆版、刺刀、起子、片刀、彎刀、凹面刀、勾刀、錦紋刀、甲葉刀、高麗紙、烘烤箱、磨活機、拋光機、壓子等。
3、雕漆漆器製造工序 雕漆漆器的工藝製造,是一個相當複雜的過程,由於製造的手工性、雕刻的複雜性、技巧的專門性、藝術的獨特性,使得雕漆作品從設計到成品的製成,必須由許多手工藝人經過若干道工序方能完成。一般說來,一件普通的雕漆成品的製成,至少也需要半年的時間;稍微高檔和精細的雕漆藝術品,則需要一年左右,而珍品的雕漆佳作,甚至需要兩年多的時間。雖然工藝水平提高,製作時間也相對縮短,但仍不能在短期內完成。雕漆製作,從設計、胎胚、作地、光漆、畫印、雕刻、烘烤、磨活、退活、磨銅口、作里拋光、配木座紙盒等,大致需要經過十餘道大的工序,每道大工序中,又要經過數十道小的工序。可以說,雕漆作品的製作就相當於一個龐大工程的工期。簡單說來,主要有下列工序:
(1)設計工藝 設計是雕漆漆器製作的靈魂,在製作的全過程中,佔有指導性的重要地位。整個設計可以分為造型設計、圖案紋樣設計、工藝設計三個部分:造型設計關乎到器物的外形,是觀看時首先注意的;紋樣設計在整個設計中處於核心地位,是觀看的內容所在;工藝設計主要是在選擇材料和製作手段上,必須事先加以規定,加以控制,以期達到預想的藝術目的。因而,設計人才要求具有專門的工藝美術知識,掌握雕漆製作的各種工藝手段,涉獵廣泛的藝術生活,佔有古今工藝美術的詳盡資料,還要儘可能地使設計與製作相統一。
(2)制胎工藝 雕漆漆器胎胚的製作,稱為制胎。由於漆是液體,是裝飾材料,因而漆器都需要底胎,底胎不僅是雕漆造型的承擔者,是設計構思的實體再現,也是髹塗漆料,並在漆層上實行雕刻的基地;又因所用的材料不同,胎胚可分為木胎、金屬胎、脫胎、合成胎及其他胎胚。各胎胚的製作是十分複雜的,不再詳述,其中北京脫胎雕漆與相當有名的福建脫胎漆器雖在製作工藝上大致相近,但藝術效果上有較大的區別,形成了自己的特點,即胎是重布脫胎,布層多,漆灰厚,重視形體,更重視雕刻藝術,整個脫胎雕漆堅固墩實,古樸莊重,福建脫胎漆器輕巧細薄,更偏重色彩藝術。

漆器
(4)光漆工藝 也叫髹漆、刷漆、上漆、抹漆等,都是在胎骨上包塗刷抹各種漆。按工藝分,大致可以分為墊光漆、搓漆、順漆、入窨、修邊、整形修銼、壓漆等過程;如果按漆色區分,在工藝上還需要增加改地漆、春色;作素漆里時,還有明光漆、退光漆、磨光等工藝。具體說,光漆時,前三遍叫墊光漆,用絲頭沾罩漆用力在胎子上揉搓,要搓勻、實、薄;順好墊光漆后的胎物,要在窨室中乾燥;乾燥后入烤箱中烘烤乾透,然後打磨、擦凈,再正式進入光漆階段;同墊光漆揉搓一樣,要求每層光漆不能過厚,且必須每層干透后再塗刷,由於漆層厚度的不一樣,需要時間長短也不一,但一般4-5毫米的漆層,就需要光漆70-100層,耗時少則四五個月,多則將近一年;光漆達到厚度后,需要對胎體進行修整,保持胎體原形。整個光漆過程非常關鍵,工期也較長,且最為辛勞。
(5)畫工工藝 這個階段則是將畫稿轉印到漆胎上,一般常規辦法有三種:一種是在漆胎表面塗抹石黃粉,石黃粉即能借漆層表面的輕微粘性附著在漆胎上,干后又能顯現其他顏色;另一種是待漆面在軟乾的基礎上,再進一步乾燥些,然後用細砂紙磨去光滑的漆面;第三種是把已經繪製的紙稿直接粘貼在漆胎上。當在漆胎上完成圖案后,還需在胎體表面噴塗一層極薄的漆皮液,藉以保護已經印刷好的圖案在整個雕刻過程中保持清晰完好。待漆皮乾燥后,便可轉入雕刻。
(6)雕刻工藝 雕刻是全部雕漆工藝中最生動、最精彩、最複雜、最為人叫絕的工藝階段,也是雕漆工藝品區別與其他工藝品的最重要的標誌。按雕刻先後順序,可以分為刺、起、片、鏟、勾、錦紋及甲葉、龍鱗、房座、菊花瓣等過程。
"刺",則是運用刺刀扎進漆層中,扎到接近墊光漆層為止。 "起"又稱為剔,古代把雕漆稱為剔紅、剔黑、剔彩等,就是把雕刻中不需要的部位剔除掉,只留下圖案紋樣有用的需要的部位。北京雕漆工藝中的起、剔則專指刺刀刺過的部位。經過刺、起后,漆胎出現了簡單的高低漆面,然後進行"片"刻。
"片"是運用片刀對錦紋以上的漆層,按圖案要求進行雕刻,這是雕刻中的精華,處於雕刻的中心技藝地位,要求明了浮雕藝術的內在關係、層次、高低、深淺、遠近、透視等,掌握熟練的刀工刀法。尤其彩漆的片刻,尤要注意不同色漆的深淺層次。北京雕漆在雕刻人物時,不僅沿用傳統刀法,而且採用現代雕塑的技法,注重人體解剖和形體,顯得更為真實、生動,富於時代感,開創了新的意境。 "鏟",對於有些景緻、物象除用片刀片出層次外,有時很難片出預想的效果,則用帶立耳的鏟刀來雕刻。 "勾活",是在上述程序完成後,運用勾刀在需要的部位勾刻出紋線、絲脈,還有就是在漆面上直接勾刻圖案紋樣后,再施填金、填粉。當漆層的凸起部分或紋樣部分基本雕刻完畢,即所謂的"錦上添花"中的"花"完成,就可以對"錦"(即漆胎底地部位的各種錦紋)的環境進行深加工、細加工。 "錦",雖然錦紋雕刻的刀具並不複雜,但是由於錦紋工細、規整、種類繁多、大小變化,所以在"交叉對刀剔除法"的基礎上,運刀施刀的方法是千變萬化的,如此方能雕刻出各種天錦、地錦、水錦以及樹葉、龍鱗、房屋、菊花瓣等複雜多變的紋飾。如此細緻、複雜的雕刻,一般需要半年乃至一年多的時間,從這方面來說,雕漆藝術可謂是時間的精美藝術。
(7)磨光、拋光、作里工藝 當雕刻完畢后,要達到漆質光澤潤滑,則還必須經過烘烤、磨礪、拋光、作里、擦拭、上光等一系列工序,將漆質本身的美感顯現出來。

純雕相冊
很廣,信陽長台關楚墓出土的彩繪神怪龍蛇及狩獵樂舞的小瑟,隨州曾候乙墓出土的鴛鴦盒,江陵楚墓出土的由蛇蚌鳥獸盤結而成的采繪透雕小座屏,堪稱這一時期的代表作。。
漢魏晉南北朝時期的漆器:
中國現代考古發掘實物證明,中國是世界上最早發現並使用天然漆的國家。七千年前的浙江餘姚河姆渡原始文化遺址中已經出土了木胎塗漆(自然生漆)碗。夏、商、西周三代已逐漸從單純使用天然漆到使用色料調漆。人們不斷熟悉、了解漆的性能,改造、利用漆所特有的經久耐牢、不退色、不怕潮濕、鮮亮美觀等性能,為美化自己的生活服務。經過長期的實踐,人們在對漆器胎質的選擇、製作,對色漆的調配、使用,對漆器紋飾的繪製組合等等方面,積累了越來越豐富的經驗,把漆器製作發展成為一門專門的工藝,並達到很高的水平,形成為中國所特有的漆器工藝。我們的祖先為人類留下了無數精美的漆器工藝品。
商周時代有專門的皇家漆園,春秋戰國時期又出現私家漆園,賦稅為1/4,高於其它所有生產項目的稅收比例,這可以看出當時漆器生產的紅火。有名的道家哲人莊子作過宋國的漆園吏,秦律有專門管理漆園的條款,這些都說明漆器生產在上層生活中的重要地位。在青銅器用量極大的情況下,漆不啻為一種調濟和補充,而且有銅器不可替代的作用。銅器剛鑄成時金光耀眼,但大件銅器分量重,搬運不便,而漆器則顯得輕便,高貴典雅。從《周禮》一書可知漆器在當時的使用範圍是相當廣泛。商周時不僅已用色漆和雕刻來裝飾器物,並以松石、螺鈿、蚌泡等作鑲嵌花紋,使漆器的天地更為廣闊。
用漆塗在各種器物的表面上所製成的日常器具及工藝品、美術品等,一般稱為“漆器”。生漆是從漆樹割取的天然液汁,主要由漆酚、漆酶、樹膠質及水分構成。用它作塗料,有耐潮、耐高溫、耐腐蝕等特殊功能,又可以配製出不同色漆,光彩照人。在中國,從新石器時代起就認識了漆的性能並用以制器。歷經商周直至明清,中國的漆器工藝不斷發展,達到了相當高的水平。中國的熗金、描金等工藝品,對日本等地都有深遠影響。漆器是中國古代在化學工藝及工藝美術方面的重要發明。
新石器時期的漆器:
浙江餘姚河河姆渡文化的第三文化層出土一木碗,造型美觀,內外都有硃紅色塗料,色澤鮮艷,它的物理性能與漆相同。江蘇吳江梅堰新石器時代遺址中發現棕色彩繪陶器,經初步試驗棕色物質為漆。在遼寧敖漢旗大甸子古墓中出土的觚形薄胎朱漆器,距今約3400——3600年。
商周時期的漆器:
商代中期的黃陂盤龍城遺址發現有一面雕花、一面塗朱的木槨板印痕,河北藳城台西遺址出土的漆器殘片中,有的雕花塗色加松石鑲嵌。在安陽侯家莊商代王陵發現的漆繪雕花木器中,還有蚌殼、蚌泡、玉石等鑲嵌。可見商代的漆工藝已達到相當高的水平。
戰國時期的漆器:
戰國的漆工史上是一個有重大發展的時期,器物品種及數量大增,在胎骨做法、造型及裝飾技法上均有創新。出土戰國漆器的地區
西漢漆工藝基本上繼承了戰國的風格,但有新的發展,生產規模更大,產地分佈更廣。出現了大型器物,如直徑超過70厘米的盤,高度接近60厘米的鐘等。同時能巧妙地把若干小件組裝成一器,如盒內裝6具順疊、1具反扣的耳杯,薄胎單層或雙層的漆奩,內裝5具、7具或更多的不同大小及形狀的小盒等。新興的技法有針划填金的金,用稠厚物質堆寫成花紋的堆漆等。尤其是器頂鑲金屬花葉,以瑪瑙或琉璃珠作鈕,器口器身鑲金、銀扣及箍,其間用金或銀箔嵌貼鏤刻的人物、神怪、鳥獸形象,並以彩繪的雲氣,山石等作襯托,更是前所未有。西漢漆器多刻銘文,詳列官員及工匠名。東漢魏晉南北朝期間漆器的出土,比起前代顯得十分稀少,這與葬俗的改變有一定的關係。
唐代的漆器:
唐代漆器達到了空前的水平,有用稠漆堆塑成型的凸起花紋的堆漆;有用貝殼裁切成物象,上施線雕,在漆面上鑲嵌成紋的螺鈿器;有用金、銀花片鑲嵌而成的金銀平脫器。工藝超越前代,鏤刻鏨鑿,精妙絕倫,與漆工藝相結合,成為代表唐代風格的一種工藝品,夾綻造像是南北朝以來脫胎技法的繼承和發展。剔紅漆器在唐代也已出現。
宋元時期的漆器:
兩宋曾被認為是一色漆器的時代,但發掘出土許多有高度紋飾的兩宋漆器,改正了過去的認識。在蘇州瑞光寺塔中發現的真珠舍利經幢,底座上的狻猊,寶相花,供養人員是用稠漆退塑的。在元代漆器中成就最高的是雕漆,其特點是堆漆肥厚,用藏鋒的刀法刻出豐碩圓潤的花紋。大貌淳樸渾成,而細部又極精緻,在質感上有一種特殊的魅力,如故宮博物院藏的張成造桅子紋剔紅盤,楊茂早觀瀑圖方剔紅盤,安徽省博物館藏張成造烏間朱線剔犀盒等。
明清時期的漆器:
明清漆器分為14類,有一色漆器、罩漆、描漆、描金、堆漆、填漆、雕填、螺鈿、犀皮、剔紅、剔犀、款彩、熗金、百寶嵌等。
一色漆是不加任何紋飾的漆器,宮廷用具常用此法,罩漆是在一色漆器或有紋飾的漆器上罩一層透明漆。明清宮殿中的寶座、屏風多用罩金髹。描漆包括用漆調色描繪及用油調色描繪的漆器。描金中最常見的是黑漆描金,如北京故宮博物院藏的萬曆龍紋葯櫃。堆漆以北京故宮博物院藏的黑漆雲龍紋大櫃為代表。填漆是用填陷的色漆,干后磨平的方法來裝飾漆器。雕填是自明代以來即廣泛使用,指用彩色花紋裝飾漆面,花紋之上還加熗金,是一種絢麗華美的漆器。它是明清漆器中數量較多的一種,如北京故宮博物院藏的嘉靖龍紋方勝盒。明清的螺鈿器厚、薄並存。憹螺鈿至17世紀時有了進一步發展,鑲嵌更加細密如畫,還採用了金、銀片,如故宮博物院藏的嬰戲圖黑漆箱、黑漆書甲及魚龍海水長方盒等。犀皮是在漆面做出高低不平的地子,上面逐層刷不用色漆,最後磨平,形成一圈圈的色漆層次。剔紅是明清漆器中數量最多的一種,其做法是在胎骨上用多層朱漆積累到需要的厚度,再施雕刻。明初承元代肥碩圓潤的風格,宣德以後,堆漆漸薄,花紋漸蔬,至嘉靖時磨工少而稜角見,至萬曆時刻工細謹而拘斂。入清以後,日趨纖巧繁瑣。剔犀通稱“雲雕”,是在胎骨上用兩三種色彩有規律的逐層積累,然後剔刻幾何花紋。款彩是在漆面上刻花減地,而後著色,用來裝飾大而平的漆面,常見的實物是屏風和立櫃。宮廷用具多用熗金,明魯王墓中發現的蓋頂雲龍紋方箱是明初熗金的標準實例。百寶嵌是用各種珍貴材料如珊瑚、瑪瑙、琥珀、玉石等做成嵌件,鑲成五光十色的凸起花紋圖案,明代開始流行,清初達到高峰。
《髹飾錄》明·黃成
《髹飾錄解說》王世襄
《漆書》朱啟鈐
《漆工資料》沈福文
《漆器工藝技法擷要》沈福文
《北京雕漆》畫冊李一之
《中國雕漆簡史》李一之
《北京一寶——雕漆》李一之
《揚州漆器史》張燕
《髹飾錄圖說》張燕

基本信息
- 中文名
- 漆器
- 拼音
- qī qì
- 外文名
- lacquer; lacker; lacquer ware
- 生漆組成
- 漆酚、漆酶、樹膠質及水分構成
- 性質
- 日常器具及工藝品、美術品
- 功能
- 耐潮、耐高溫、耐腐蝕