數控刀柄
數控刀柄
數控加工對刀具的剛度、精度、耐用度及動平衡性能等方面要求更為嚴格。刀具的選擇要注重工件的結構與工藝性分析,結合數控機床的加工能力、工件材料及工序內容等因素綜合考慮。
國內應用的數控機床工具柄部及配用拉釘標準
1.國家標準GB10944-89《自動換刀機床用7:24圓錐工具柄部40、45和50號圓錐柄》
2.國家標準所規定的拉釘,《自動換刀機床用7:24圓錐工具柄部40、45和50號圓錐柄用拉釘》
3.日本標準JIS B6339-1986《加工中心機床用工具柄部及拉釘》
4.國家標準GB3837-83《機床工具7:24圓錐聯結》
TSG工具系統中的刀柄,其代號(按1990年國家標準報批稿)由四部分組成,各部分的含義如下:
JT-表示工具柄型代碼。
45-對圓錐柄表示錐度規格。
Q32-表示工具的規格。
120-表示刀柄的工作長度。
它所表示的工具為:自動換刀機床用7:24圓錐工具柄(GB10944),錐柄為45號,前部為彈簧夾,最大夾持直徑32mm,刀柄工作長度(錐柄大端直徑φ57.15mm處到彈簧夾頭前端面的距離)為120mm。
1) 加工曲面類零件時,為了保證刀具切削刃與加工輪廓在切削點相切,而避免刀刃與工件輪廓發生干涉,一般採用球頭刀,粗加工用兩刃銑刀,半精加工和精加工用四刃銑刀
2) 銑較大平面時,為了提高生產效率和提高加工表面粗糙度,一般採用刀片鑲嵌式盤形銑刀
3) 銑小平面或台階面時一般採用通用銑刀
4) 銑鍵槽時,為了保證槽的尺寸精度、一般用兩刃鍵槽銑刀
5)孔加工時,可採用鑽頭等孔加工類刀具

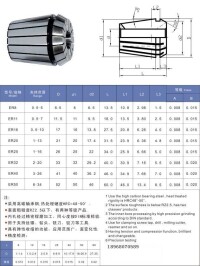
ER型刀柄

NT50型號

多軸型
數控加工常用刀柄主要分為:鑽孔刀具刀柄、鏜孔刀具刀柄、銑刀類刀柄、螺紋刀具刀柄和直柄刀具類刀柄。
刀柄結構形式
數控機床刀具刀柄的結構形式分為整體式與模塊式兩種。整體式刀柄其裝夾刀具的工作部分與它在機床上安裝定位用的柄部是一體的。這種刀柄對機床與零件的變換適應能力較差。為適應零件與機床的變換,用戶必須儲備各種規格的刀柄,因此刀柄的利用率較低。模塊式刀具系統是一種較先進的刀具系統,其每把刀柄都可通過各種系列化的模塊組裝而成。針對不同的加工零件和使用機床,採取不同的組裝方案,可獲得多種刀柄系列,從而提高刀柄的適應能力和利用率。
刀柄結構形式的選擇應兼顧技術先進與經濟合理:①對一些長期反覆使用、不需要拼裝的簡單刀具以配備整體式刀柄為宜,使工具剛性好,價格便宜(如加工零件外輪廓用的立銑刀刀柄、彈簧夾頭刀柄及鑽夾頭刀柄等);②在加工孔徑、孔深經常變化的多品種、小批量零件時,宜選用模塊式刀柄,以取代大量整體式鏜刀柄,降低加工成本;③對數控機床較多尤其是機床主軸端部、換刀機械手各不相同時,宜選用模塊式刀柄。由於各機床所用的中間模塊(接桿)和工作模塊(裝刀模塊)都可通用,可大大減少設備投資,提高工具利用率。
刀柄規格
刀柄夾頭系列
1989、MAS403-1982、ANSI/ASME B5.50-1985 等,選擇時應考慮刀柄規格與機床主軸、機械手相適應。
刀柄的規格數量
整體式的TSG 工具系統包括20 種刀柄,其規格數量多達數百種,用戶可根據所加工的典型零件的數控加工工藝來選取刀柄的品種規格,既可滿足加工要求又不致造成積壓。考慮到數控機床工作的同時還有一定數量的刀柄處於預調或刀具修磨中,因此通常刀柄的配置數量是所需刀柄的2 ~ 3 倍。
刀具與刀柄的配套
關注刀柄與刀具的匹配,尤其是在選用攻螺紋刀柄時,要注意配用的絲錐傳動方頭尺寸。此外,數控機床上選用單刃鏜孔刀具可避免退刀時划傷工件,但應注意刀尖相對於刀柄上鍵槽的位置方向:有的機床要求與鍵槽方位一致,而有的機床則要求與鍵槽方位垂直。
選用高效和複合刀柄
為提高加工效率,應儘可能選用高效率的刀具和刀柄。如粗鏜孔可選用雙刃鏜刀刀柄,既可提高加工效率,又有利於減少切削振動;選用強力彈簧夾頭不僅可以夾持直柄刀具,也可通過接桿夾持帶孔刀具等。對於批量大、加工複雜的典型工件,應儘可能選用複合刀具。儘管複合刀具與刀柄價格較為昂貴,但在加工中心上採用複合刀具加工,可把多道工序合併成一道工序、由一把刀具完成,有利於減少加工時間和換刀次數,顯著提高生產效率。對於一些特殊零件還可考慮採用專門設計的複合刀柄。

基本信息
- 中文名
- 數控刀柄
- 運用領域
- 數控加工
- 分類
- 鑽孔刀具刀柄、鏜孔刀具刀柄、銑刀類刀柄
- 結構形式
- 整體式,模塊式