扁平電纜
用於發電、冶金領域的設備
扁平電纜是標準組織生產,適用交流額定電壓450V/70V及以下的移動式電氣設備中,扁型結構特別適用於頻繁彎曲的場合,不扭結,摺疊整齊,如行車。YB、YBF、YBZ三大類產品均能滿足各種場合的需要。適用於發電、冶金、化工、港口等惡劣環境下移動電器設備之間電器連接。
1、交流額定電壓:
U/U=450V/750V;
U:任一相導體和地之間電壓有效值;
U:任兩相導體之間電壓有效值。
2、使用電壓:
交流系統中,工作電壓不大於額定電壓1.1倍;
直流系統中,工作電壓不大於額定電壓1.5倍。
3、線芯長期工作溫度:小於等於65℃。
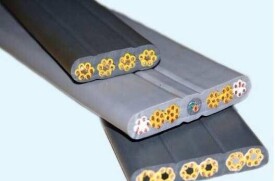
1、動力線芯導體;
2、絕緣;
3、膠布帶;
4、地線芯導體;
5、絕緣;
6、填充層;
7、控制芯導體;
8、絕緣;
9、護套。
1、扁平電纜的絕緣電阻換算到長度為1km,溫度為20℃時,動力線芯應不小於30MΩ/km。
扁平電纜
3、扁平電纜的交貨長度不應小於150m,允許長度不小於35m的短段電纜交貨,其交貨數量應不超過交貨總長度的10%,根據用戶和製造廠協議,允許以任意長度的電纜交貨。
扁平電纜作為一種多芯電纜首先被應用在電子計算機及電子儀器中,由於它易彎曲、布線空間小等優點,所以在電話機、錄音機等民用電器中也得到廣泛的應用。為了滿足不同使用要求,正在不斷地開發一些新型扁平電纜。絕緣移位連接器的應用使扁平電纜的端接極為方便可靠,同時也對扁平電纜的線間中心距公差、中心距累積誤差及絕緣厚度等幾何尺寸提出了較高的要求,從而使扁平電纜的製造增加了難度。
扁平電纜的生產流程與塑料布線的生產流程基本相似。扁平電纜成型機組中,除增加一個與絕緣材料加工主藝相關的扁平電纜成型裝置外,多頭放線架、冷卻水槽、火花檢測器、牽引器及成圈機等設備與塑料布線生產中採用的設備也基本相似。
扁平電纜的成型法是把一群按一定間距均勻排列的芯線夾在二片塑料薄膜之間,通過一定手段把三者粘結成扁平電纜。在成型時要解決二個問題,一是如何產生二層能相互粘結或融結的塑料薄膜,另一個是保證一群導線始終保持一定間距並均勻排列。
扁平電纜的絕緣有軟聚氯乙烯、聚酯和氟塑料等,這些高分子化合物的加工性能各不相同,必須採用不同的加工方法才能使它們成型。人們研製了多種扁平電纜成型機,儘管各家的成型方法各具特色,但基本上可分成四大類。
1.直接擠出法。採用塑料擠出機直接用模具擠出扁平電纜,如西德KABLEMETAL公司的扁平電纜機和瑞士MAILFLER公司的扁平電纜機。
2.壓層法。通過一對滾輪把導線與塑料壓成電纜,此種方法又可按塑料薄膜的來源分成二種,一種稱作擠出薄膜層壓法,如日本昭和電線電纜株式會社的扁平電纜機;另一種稱作預製薄膜層壓法,如機電部第23研究所的帶狀電纜機。
3.粘結法。通過粘結劑使二片薄膜與導線粘結成型,如上無20廠的聚酷扁平電纜機。
4.介於二種成型法之間的方法,如擠出法與層壓法結合的屏蔽扁平電纜機,對此許多文獻中均有報道。
各類扁平電纜成型方法都有其適用範圍和優缺點,在生產中採用何種成型方法取決於絕緣材料的加工性能。有些規格的扁平電纜可以採用二種成型方法,如UL2651可以採用直接擠出法也可採用層壓法;而有些扁平電纜只能採用一種成型方法,如UL2468和UL2877隻能用直接擠出法,UL2902隻能用粘結法。各種UL規格扁平電纜成型方法在UL文件中都有明確的規定。
要生產出合格的扁平電纜,除了根據絕緣的加工性能選擇合適的加工方法外,在成型時還有許多具體的工藝問題(有些是扁平電纜成型特有的,有些是普通電纜生產中會碰到的)必須解決,否則,雖然產品外形相似而電氣性能達不到要求,還是無法使用。中心距超過要求,導線嚴重偏心,絕緣電阻低和扁平電纜長度短等是生產中經常遇到的問題。塑料的線膨脹係數較大,軟聚氯乙烯為7.0~25X10/℃。隨著環境溫度變化,中心距尺寸也要隨之變化,當扁平電纜成型模具按要求加土后,就無法跟隨溫度而變化。為了操作方便和降低模具成本,扁平電纜須在溫度變化較小的環境下成型,車間溫度應控制在15~25℃之間。
基本信息
- 中文名
- 扁平電纜
- 外文名
- flat cable
- 運用領域
- 發電、冶金、化工、港口等惡劣環境下移動電器設備之間電器連接
- 型號
- YVFB、YVFPB
- 所屬學科
- 機械、電子工程
- 額定電壓
- 0.6/kV
- 工作溫度
- -40℃-+70℃
- 學科
- 機械、電子工程