創建詞條
登錄/註冊
楔角
楔角
楔角大小對鏨削有直接影響,楔角愈大,切削部分強度愈高,鏨削阻力越大。所以選擇楔角大小應在保證足夠強度的情況下,盡量取小的數值。
目錄
1
正文
正文
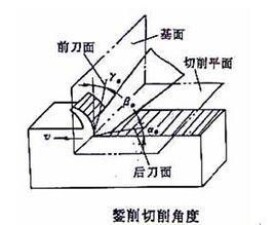
鏨子前刀面與后刀面之間的夾角稱為楔角β0。
以軟硬不同材料舉例,作不同楔角示範,說明鏨硬材料楔角大,軟材料楔角小的道理。
一般硬材料,鋼鑄鐵,楔角取60°~70°。
鏨削中等硬度材料,楔角取50°~60°。
鏨削銅、鋁軟材料,楔角取30°~50°。
基本信息
目錄
目錄