共找到2條詞條名為鍛壓的結果 展開
- 鍛壓
- 改變管路方向的管件
鍛壓
鍛壓
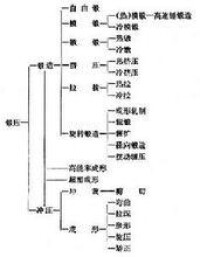
鍛壓是鍛造和衝壓的合稱,是利用鍛壓機械的鎚頭、砧塊、沖頭或通過模具對坯料施加壓力,使之產生塑性變形,從而獲得所需形狀和尺寸的製件的成形加工方法。鍛壓主要按成形方式和變形溫度進行分類,按成形方式鍛壓可分為鍛造和衝壓兩大類;按變形溫度鍛壓可分為熱鍛壓、冷鍛壓、溫鍛壓和等溫鍛壓等。

鍛壓
鍛壓和冶金工業中的軋制、拔制等都屬於塑性加工,或稱壓力加工,但鍛壓主要用於生產金屬製件,而軋制、拔制等主要用於生產板材、帶材、管材、型材和線材等通用性金屬材料。鍛壓是鍛造和衝壓的合稱,有如工業和貿易,也稱工貿。
人類在新石器時代末期,已開始以錘擊天然紅銅來製造裝飾品和小用品。中國約在公元前2000多年已應用冷鍛工藝製造工具,如甘肅武威皇娘娘台齊家文化遺址出土的紅銅器物,就有明顯的錘擊痕迹。商代中期用隕鐵製造武器,採用了加熱鍛造工藝。春秋後期出現的塊煉熟鐵,就是經過反覆加熱鍛造以擠出氧化物夾雜並成形的。
最初,人們靠掄錘進行鍛造,後來出現通過人拉繩索和滑車來提起重鎚再自由落下的方法鍛打坯料。14世紀以後出現了畜力和水力落錘鍛造。
1842年,英國的內史密斯製成第一台蒸汽錘,使鍛造進入應用動力的時代。以後陸續出現鍛造水壓機、電機驅動的夾板錘、空氣鍛錘和機械壓力機。夾板錘最早應用於美國內戰(1861~1865)期間,用以模鍛武器的零件,隨後在歐洲出現了蒸汽模鍛錘,模鍛工藝逐漸推廣。到19世紀末已形成近代鍛壓機械的基本門類。
20世紀初期,隨著汽車開始大量生產,熱模鍛迅速發展,成為鍛造的主要工藝。20世紀中期,熱模鍛壓力機、平鍛機和無砧鍛錘逐漸取代了普通鍛錘,提高了生產率,減小了振動和雜訊。隨著鍛坯少無氧化加熱技術、高精度和高壽命模具、熱擠壓,成形軋制等新鍛造工藝和鍛造操作機、機械手以及自動鍛造生產線的發展,鍛造生產的效率和經濟效果不斷提高。
冷鍛的出現先於熱鍛。早期的紅銅、金、銀薄片和硬幣都是冷鍛的。冷鍛在機械製造中的應用到20世紀方得到推廣,冷鐓、冷擠壓、徑向鍛造、擺動輾壓等相繼發展,逐漸形成能生產不需切削加工的精密製件的高效鍛造工藝。
早期的衝壓只利用鏟、剪、沖頭、手錘、砧座等簡單工具,通過手工剪切、沖孔、鏟鑿、敲擊使金屬板材(主要是銅或銅合金板等)成形,從而製造鑼、鐃、鈸等樂器和罐類器具。隨著中、厚板材產量的增長和衝壓液壓機和機械壓力機的發展,衝壓加工也在19世紀中期開始機械化。
1905年美國開始生產成卷的熱連軋窄帶鋼,1926年開始生產寬頻鋼,以後又出現冷連軋帶鋼。同時,板、帶材產量增加,質量提高,成本降低。結合船舶、鐵路車輛、鍋爐、容器、汽車、制罐等生產的發展,衝壓已成為應用最廣泛的成形工藝之一。
鍛壓
是在金屬再結晶溫度以上進行的鍛壓。提高溫度能改善金屬的塑性,有利於提高工件的內在質量,使之不易開裂。高溫度還能減小金屬的變形抗力,降低所需鍛壓機械的噸位。但熱鍛壓工序多,工件精度差,表面不光潔,鍛件容易產生氧化、脫碳和燒損。當加工工件大、厚,材料強度高、塑性低時(如特厚板的滾彎、高碳鋼棒的拔長等),都採用熱鍛壓。當金屬(如鉛、錫、鋅、銅、鋁等)有足夠的塑性和變形量不大(如在大多數衝壓加工中)時,或變形總量大而所用的鍛壓工藝(如擠壓、徑向鍛造等)有利於金屬的塑性變形時,常不採用熱鍛壓,而改用冷鍛壓。為使一次加熱完成盡量多的鍛壓工作量,熱鍛壓的始鍛溫度與終鍛溫度間的溫度區間應儘可能大。但始鍛溫度過高會引起金屬晶粒生長過大而形成過熱現象,會降低鍛壓件質量。溫度接近金屬熔點時則會發生晶間低熔點物質熔化和晶間氧化,形成過燒。過燒的坯料在鍛壓時往往碎裂。一般採用的熱鍛壓溫度為:碳素鋼800~1250℃;合金結構鋼850~1150℃;高速鋼900~1100℃;常用的鋁合金 380~500℃;鈦合金850~1000℃;黃銅700~900℃。
是在低於金屬再結晶溫度下進行的鍛壓,通常所說的冷鍛壓多專指在常溫下的鍛壓,而將在高於常溫、但又不超過再結晶溫度下的鍛壓稱為溫鍛壓。溫鍛壓的精度較高,表面較光潔而變形抗力不大。
鍛壓
將在高於常溫、但又不超過再結晶溫度下的鍛壓稱為溫鍛壓。將金屬預先加熱,加熱溫度較熱鍛壓低許多。溫鍛壓的精度較高,表面較光潔而變形抗力不大。
是在整個成形過程中坯料溫度保持恆定值。等溫鍛壓是為了充分利用某些金屬在等一溫度下所具有的高塑性,或是為了獲得特定的組織和性能。等溫鍛壓需要將模具和坯料一起保持恆溫,所需費用較高,僅用於特殊的鍛壓工藝,如超塑成形。

鍛壓
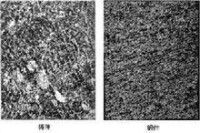
鍛壓可以改變金屬組織,提高金屬性能。鑄錠經過熱鍛壓后,原來的鑄態疏鬆、孔隙、微裂等被壓實或焊合;原來的枝狀結晶被打碎,使晶粒變細;同時改變原來的碳化物偏析和不均勻分佈,使組織均勻,從而獲得內部密實、均勻、細微、綜合性能好、使用可靠的鍛件。鍛件經熱鍛變形后,金屬是纖維組織;經冷鍛變形后,金屬晶體呈有序性。
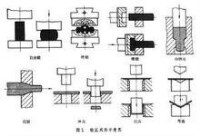
鍛壓是使金屬進行塑性流動而製成所需形狀的工件。金屬受外力產生塑性流動后體積不變,而且金屬總是向阻力最小的部分流動。生產中,常根據這些規律控制工件形狀,實現鐓粗拔長、擴孔、彎曲、拉深等變形。
鍛壓出的工件尺寸精確、有利於組織批量生產。模鍛、擠壓、衝壓等應用模具成形的尺寸精確、穩定。可採用高效鍛壓機械和自動鍛壓生產線,組織專業化大批量或大量生產。
鍛壓
未來鍛壓工藝將向提高鍛壓件的內在質量、發展精密鍛造和精密衝壓技術、研製生產率和自動化程度更高的鍛壓設備和鍛壓生產線、發展柔性鍛壓成形系統、發展新型鍛壓材料和鍛壓加工方法等方面發展。
提高鍛壓件的內在質量,主要是提高它們的機械性能(強度、塑性、韌性、疲勞強度)和可靠度。這需要更好地應用金屬塑性變形理論;應用內在質量更好的材料;正確進行鍛前加熱和鍛造熱處理;更嚴格和更廣泛地對鍛壓件進行無損探傷。
少、無切削加工是機械工業提高材料利用率、提高勞動生產率和降低能源消耗的最重要的措施和方向。鍛坯少、無氧化加熱,以及高硬、耐磨、長壽模具材料和表面處理方法的發展,將有利於精密鍛造、精密衝壓的擴大應用。

基本信息
- 屬於
- 鍛造和衝壓的合稱
- 性質
- 成形加工方法
- 歷史
- 新石器時代末期