錐形齒輪
工業產品
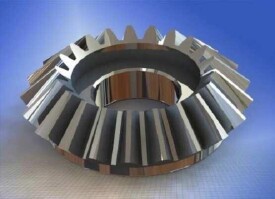
徠錐形齒輪也稱為傘齒輪,錐齒輪。用於相交軸間的傳動。與柱形齒輪相比,能夠改變傳動方向。單級傳動比可到6,最大到8。
1、直齒和斜齒錐齒輪設計、製造及安裝均較簡單,但雜訊較大,用於低速傳動(<5m/s);直齒錐齒輪傳動傳遞功率可到370千瓦,圓周速度5米/秒。斜齒錐齒輪傳動運轉平穩,齒輪承載能力較高,但製造較難,應用較少。
2、曲線齒錐齒輪具有傳動平穩、雜訊小及承載能力大等特點,用於高速重載的場合。曲線齒錐齒輪傳動運轉平穩,傳遞功率可到3700千瓦,圓周速度可到40米/秒以上。
錐形齒輪分為直尺傘齒輪,和螺旋傘齒輪等。

錐形齒輪
錐齒輪主要用於兩軸相交的傳動,兩軸間的夾角通常為90°,也可以小於90°。錐齒輪一般在錐齒刨等專門機床上加工,在缺少錐齒輪專用機床的情況下,可在銑床上用錐齒輪銑刀加工,其採用的是成形刀具和分度裝置在銑床上進行加工。由於存在分度誤差及刀具安裝誤差,一般只能加工出9~10級精度的齒輪。此外,加工過程中需做多次不連續分齒,生產率也較低,僅用於單件小批量生產和修配工作中加工精度不高的齒輪。
錐形齒輪
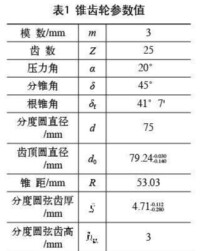
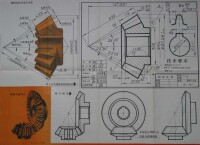
直齒圓錐齒輪的參數,其結構和技術要求如圖所示。
1、選擇錐齒輪銑刀。由於錐齒輪大端和小端的直徑是不相等的,所以大、小端的基圓直徑也不相等,大端的漸開線齒形較平直,小端較彎曲。用成形銑刀銑出的錐齒輪齒形,若要符合大端就不能符合小端。因此,在銑床上用錐齒輪銑刀加工錐齒輪,整個齒的齒形是不可能全部準確的,故精度較低。
錐齒輪是以大端的參數為標準進行設計的,為此錐齒輪銑刀的齒形曲線應按照大端製造。另外,由於錐齒輪小端的齒槽較窄,標準錐齒輪小端的槽寬為大端的2/3,所以錐齒輪銑刀的厚度應按小端製造,且還應比小端齒槽稍薄一些。錐齒輪銑刀與普通圓柱齒輪銑刀不同,為防選錯,在錐齒輪銑刀的側面印有“”的標記。
徠因錐齒輪的齒是在圓錐面上的,故錐齒輪銑刀的齒形曲線應與垂直於分度圓錐面的截面上的齒形相同。錐齒輪銑刀也像圓柱齒輪銑刀一樣,每一模數按齒形曲線的彎曲程度不同劃分為8個刀號。所不同的是要按當量齒數來選擇。應先計算出其當量齒數
2、工件的裝夾與調整。工件裝夾前應對齒坯進行檢查,用萬能量角器檢查齒坯角和背錐角;檢查基準面到外圓的距離;檢查齒坯的外徑等。
錐形齒輪
對錐角和直徑較大、端部有台階或孔徑較大等有可夾部位的工件,可直接利用分度頭上的三爪自定心卡盤裝夾。
裝夾時工件的找正。若錐齒輪採用專用心軸或彈簧卡頭裝夾,一般不需進行找正。若用微錐心軸裝夾,一般也不需找正,必要時可對錐齒輪大端的端面做檢查和找正。在用卡盤和間隙配合的心軸裝夾時,則需要找正工件大端和小端的徑向圓跳動,以及大端的端面圓跳動。
分度頭的調整。分度頭安裝在工作台上時,需使主軸軸線與進給方向一致,然後把分度頭主軸扳起一個切削角,其大小等於根錐角。
銑削層深度的調整。工件和分度頭都調整好后,先把銑刀的中分面調整到通過工件的軸心(刀具對中),然後使銑刀接觸擦到大端錐面(以大端為基準),並退出工件,將工作台升高一個大端齒全高(2.2m),就可以開始銑削齒槽中部。模數大的工件,在深度上可分幾次走刀銑削。
為了防止切削中分度頭主軸突然掀起而造成事故,走刀方向最好是從大端銑向小端。
錐齒輪的齒和齒槽都是收縮型的,即在大端處寬、小端處窄。在加工時雖然已將分度頭扳起一個根錐角,使錐齒輪的外圓錐面大端比小端略高,銑削時大端切得比小端深些,齒槽寬度大端也比小端略寬,但這個差值還不能滿足要求,還需要將大端齒槽兩側再多銑去一些。在銑床上銑削錐齒輪時,第一次進給銑出中間齒槽后,大端的齒形已得到,但槽寬尺寸未達到要求,所以,每一個齒槽一般都要銑三刀,以達到使大端齒槽兩側多銑去一些的目的,銑削錐齒輪齒槽兩側余量的加工稱為偏銑。偏銑的原理是:一方面使工件偏轉;另一方面移動工作台,使小端齒槽重新對準銑刀。利用工件偏轉時大端和小端在垂直於進給方向(橫向)上的偏移差值,使銑削余量由小端向大端逐漸增多,將大端多銑去一些。
目前銑削錐齒輪時的偏銑方法很多,但由於錐距與齒寬之比(即R/b)不一致,以及節錐角和齒數等參數的不同,任何一種方法都不能適用於所有的錐齒輪加工,因此,只能按照具體情況選用,並在試切中加以糾正。常採用迴轉量與偏移量相結合的方法進行銑削。
第一種方法:先計算偏移量S,工件繞本身軸線的迴轉量由試切確定。
第二種方法:先計數分度頭手柄的迴轉量N,工作台的偏移量S由試切確定。

錐形齒輪
用上述方法對2~3個齒的兩側進行偏銑后,應對齒的大、小兩端進行檢測。若實際測得的數值與圖樣上標註的或計算所得的數值不符,則需對迴轉量和偏移量進行糾正,糾正的原則是:
1、若小端尺寸已準確而大端還有餘量,則應增加迴轉量(或偏轉角)和偏移量,使差值增大,使小端不再被銑去。
2、若大端尺寸已準確而小端的齒厚還有餘量,則應減少迴轉量(或偏轉角),使偏移量減少得多些。使小端也被銑去一些,而大端不再被銑去。
3、若大端和小端的尺寸均還有餘量,且余量相等,則只需減少偏移量,使大端和小端都被銑去一些。
4、若小端尺寸已準確而大端尺寸太小,則應減少迴轉量(或偏轉角),偏移量適當減少些,使小端不再被銑去,而大端比原來少切去些。
5、若大端尺寸已準確而小端尺寸太小,則應增加迴轉量(或偏轉角),偏移量增大得多一些,使小端比原來少銑去一些。若在銑中間槽時,小端的齒厚已太小,則需調換銑刀或製造專用銑刀來加工。
1、首先利用滾切原理,使被加工齒輪與假想的鏟形齒輪互相反覆作相對的滾切工作,刀具是採用兩把直線切削刃的刨刀,裝於刀架上,並隨刀架作往複直線運動。
2、刀架安裝於搖台上,即形成假想鏟形齒輪。假想鏟形齒輪圍繞自己的軸心線從上向下和從下向上擺動,被加工齒輪裝於分齒箱的主軸上,移動分齒箱使被加工齒輪的錐頂與假想鏟形齒輪錐頂相重合,並使齒根角與刀尖所經過的面平行。
3、在切齒時搖台與被加工齒輪各自圍繞軸心線作互相適應的協調運動,即如兩個錐齒輪嚙合一樣,在這樣的安裝之下,被加工齒輪的。
4、軸心線與搖台的迴轉軸心線相交在一點上,這交點即是機床的中心。這樣相互的運動,使刨刀能刨出正確的漸開線齒形來。
根據工件的數量和模數,確定用單分齒法或雙分齒法刨削齒輪。對於單件小批量生產,一般使用單分齒法刨削齒輪。
基本信息
- 中文名
- 錐形齒輪
- 外文名
- Bevel
- 特點
- 能夠改變傳動方向
- 別名
- 傘齒輪、錐齒輪
- 傳動效率
- 一般為0.94-0.98