共找到6條詞條名為彈簧的結果 展開
- 具備彈性的機械零件
- 變形金剛人物
- 詞語釋義
- 社交軟體
- 機械配件
- 遊戲《明日之後》中物品
彈簧
具備彈性的機械零件
彈簧是一種利用彈性來工作的機械零件。用彈性材料製成的零件在外力作用下發生形變,除去外力后又恢復原狀。亦作“彈簧”。一般用彈簧鋼製成。彈簧的種類複雜多樣,按形狀分,主要有螺旋彈簧、渦卷彈簧、板彈簧、異型彈簧等。
像大多數其他的基本機制,金屬彈簧存在已久的青銅時代。即使是金屬,木材被用作一個靈活的弓箭和軍事彈射器的結構構件。在文藝復興時期的,精確的鐘錶,使得精密彈簧第一次成為必然。十四世紀看到了發展的革命性天文導航的精確的時鐘。世界的探索和征服歐洲殖民大國繼續提供動力的鐘錶匠“科學與藝術。火器的另一個領域,推動彈簧開發。十八世紀的工業革命來臨之際,提出了要大,準確,廉價的彈簧。鑒於鐘錶匠'彈簧往往手工製造,彈簧大規模生產材質為琴鋼線或者類似的材料。先進的製造方法,使的彈簧是無處不在的。計算機控制線和板料折彎機允許自定義彈簧的加工,顯然這是一種專用機械。彈簧只是個蓄能器,它有儲存能量的功能,但不能慢慢地把能量釋

彈簧 壓簧 拉簧 扭簧 卡箍塔簧
對於彈簧行業來說,長期以來形成了低檔普通彈簧供過於求,高檔產品(高強度、高應力、異性件、特種材料)供不應求的被動形勢。我國彈簧行業的產量已趨於飽和,據專家統計我國彈簧年生產量已達40億件,各類彈簧產品共有21個大類,1600多個品種,主要有氣門彈簧、懸架彈簧、膜片彈簧、減震彈簧、液壓彈簧、油泵彈簧、碟形彈簧、高溫彈簧、卡簧、拉簧、扭簧、壓簧、渦卷簧以及異性彈簧等。彈簧行業在“八五”、“九五”期間發展是比較快的,尤其是上海、天津、廣州、山東、長春、重慶等地區發展較快,其他地區也有不同程度的發展,總的來說比其他行業要好一些。汽車、摩托車、助動車、內燃機、電氣、儀器等還要發展,這些行業的發展將會帶動彈簧行業的發展。面對宏觀經濟形勢,行業長期積累形成的產品質量低、組織結構鬆散、開發能力弱的矛盾進一步突出,從深層次挖掘,主要是市場、體制和機制方面的問題產業洞察研究員認為,隨著國民經濟由賣方市場向買方市場的轉變,一些深層次的矛盾,尤其是多年來積累起來的結構性矛盾日益突出。當前產業結構不合理表現為:部分行業生產能力過剩,產品結構不合理;技術結構不合理,主要產業裝備水平低;企業組織規模小而散,缺乏競爭實力和優勢,區域結構趨同,未能體現比較優勢和協作效益。
彈簧行業在整個製造業當中雖然是一個小行業,但其所起到的作用是絕對不可低估的。國家的工業製造業、汽車工業要加快發展,而作為基礎件、零部件之一的彈簧行業就更加需要有一個發展的超前期,才能適應國家整個工業的快速發展。另外,彈簧產品規模品種的擴大、質量水平的提高也是機械設備更新換代的需要和配套主機性能提高的需要,因此,整個國家工業的發展,彈簧產品是起到重要作用的。日用品業及五金業,包括打火機、玩具、鎖具、門鉸鏈、健身器、床墊、沙發等等,就數量而言,對彈簧需求量最大,數以百億件,技術要求不高,價格非常低,一般由分散在全國各地的小彈簧廠生產,它們在成本上有獨特的優勢,大彈簧廠難以和他們競爭。因而也不時引發新彈簧企業誕生,在未來,市場需求會以每年7%~10%的速度增長。中國加入WTO之後,日用五金產品出口量明顯增長,彈簧需求隨之拉動,但受到國際市場需求量、貿易壁壘的影響,國際市場有其不確定的一面。
F=kx,F為彈力,k為勁度係數(或倔強係數),x為彈簧拉長(或壓短)的長度。例1:用5N力拉勁度係數為100N/m的彈簧,則彈簧被拉長5cm例2:一彈簧受大小為10N的拉力時,總長為7cm,受大小為20N的拉力時,總長為9cm,求原長和伸長3cm時受力大小?
按受力性質,彈簧可分為拉伸彈簧、壓縮彈簧、扭轉彈簧和彎曲彈簧,按形狀可分為碟形彈簧、環形彈簧、板彈簧、螺旋彈簧、截錐渦卷彈簧以及扭桿彈簧等,按製作過程可以分為冷卷彈簧和熱卷彈簧。普通圓柱彈簧由於製造簡單,且可根據受載情況製成各種型式,結構簡單,故應用最廣。彈簧的製造材料一般來說應具有高的彈性極限、疲勞極限、衝擊韌性及良好的熱處理性能等,常用的有碳素彈簧鋼、合金彈簧鋼、不銹彈簧鋼以及銅合金、鎳合金和橡膠等。彈簧的製造方法有冷卷法和熱卷法。彈簧絲直徑小於8毫米的一般用冷卷法,大於8毫米的用熱卷法。有些彈簧在製成后還要進行強壓或噴丸處理,可提高彈簧的承載能力。
彈簧可以分為以下6類:
1、扭轉彈簧,是承受扭轉變形的彈簧,它的工作部分也是密繞成螺旋形。扭轉彈簧端部結構是加工成各種形狀的扭臂,而不是勾環。扭力彈簧利用槓桿原理,通過對材質柔軟、韌度較大的彈性材料扭曲或旋轉,使之具有極大的機械能。2、拉伸彈簧是承受軸向拉力的螺旋彈簧。在不承受負荷時,拉伸彈簧的圈與圈之間一般都是並緊的沒有間隙。3、壓縮彈簧是承受軸向壓力的螺旋彈簧,它所用的材料截面多為圓形,也有用矩形和多股鋼縈卷制的,彈簧一般為等節距的,壓縮彈簧的形狀有:圓柱形、圓錐形、中凸形和中凹形和少量的非圓形等,壓縮彈簧的圈與圈之間會有一定的間隙,當受到外載荷的時候彈簧收縮變形,儲存變形能。4、漸進型彈簧,這種彈簧採用了粗細、疏密不一致的設計,好處是在受壓不大時可以通過彈性係數較低的部分吸收路面的起伏,保證乘坐舒適感,當壓力增大到一定程度后較粗部分的彈簧起到支撐車身的作用,而這種彈簧的缺點是操控感受不直接,精確度較差。5、線性彈簧,線性彈簧從上至下的粗細、疏密不變,彈性係數為固定值。這種設計的彈簧可以使車輛獲得更加穩定和線性的動態反應,有利於駕駛者更好的控制車輛,多用於性能取向的改裝車與競技性車輛,壞處當然是舒適性受到影響。6、短彈簧短彈簧相比原廠彈簧要短一些,而且更加的

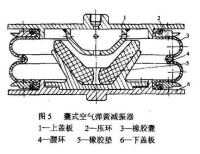
空氣彈簧

扭簧

壓縮彈簧
碳納米管彈簧直徑可以達上百微米,而長度可以達幾厘米,其紡絲結構具有廣闊的應用前景,有望應用於可伸縮導體、柔性電極、微型應變感測器、超級電容器、集成電路、太陽能電池、場發射源、能量耗散纖維等領域,為製備出肉眼可見的碳納米管電子器件提供了可能,還有望應用於醫療器械,比如拉力感測繃帶等。這種新型結構還可以發展成具有多功能的碳納米管纖維複合材料加以利用。
拉伸彈簧(拉簧)是承受軸向拉力的螺旋彈簧,拉伸彈簧一般都用圓截面材料製造。在不承受負荷時,拉伸彈簧的圈 與圈之間一般都是並緊的沒有間隙。利用拉伸后的回彈力(拉力)工作,用以控制機件的運動、貯蓄能量、測量力的大小等,廣泛用於機器、儀錶中。其鉤的形式有側鉤拉簧,長鉤拉簧,英式鉤拉簧,德式鉤拉簧,半圓鉤拉簧,鴨嘴鉤拉簧等等,其材料有不鏽鋼、琴鋼、高碳鋼、磷銅、油回火合金彈簧鋼等。
彈簧
製造設備
彈簧作為工業系統中的一個重要元件,有著很大的使用量,而且種類繁多,因此彈簧的製作有原始的手工製作,逐步走向自動化。在中國九十年以前,彈簧行業只有很少的專業生產彈簧的機械設備,隨著彈簧市場的越來越大,逐漸的專業彈簧設備企業也走進中國,如台灣的東北彈簧機械(EN僑鼎),光弘(KHM)等逐漸佔領了主流彈簧生產市場。東北的EN502萬能機
彈簧製造設備

彈簧
,是採用專有的機械機構,方便快捷的生產各種彈簧,異型彈性元件。光弘的設備是生產壓簧和拉簧的高速設備。在國外也有很多專業彈簧設備製造商如瓦菲奧斯,MEC(現ORII&MEC)等。國內生產大型彈簧數控熱卷機還是空白。彈簧行業在整個製造業當中雖然是一個小行業,但其所起到的作用不可低估。彈簧產銷規模的擴大、品種的增加、質量水平的提高也是機械設備更新換代的需要和配套主機性能提高的需要。因此,對於整個國家工業的發展,彈簧產品都起到了重要的作用。改革開放以來,隨著經濟趨於全球化和中國製造業大國地位的確立,彈簧的配套需求量激增。加上從事彈簧生產投資額不高,技術門檻較低,投資回收快,從20世紀80年代開始,彈簧生產企業數量迅速增加。截至2010年底,國內從事彈簧製造行業的規模以上企業達724家,從業人員超過10萬人,2010年銷售收入超過300億元,利潤總額超過16億元。彈簧作為競爭十分充分的產品,在市場上,低端產品國內企業有成本優勢,價格上有一定競爭力,高端產品外資和合資企業技術佔有優勢,尖端產品,例如用於治療心血管疾病的彈性支架,幾乎全為國外醫療巨頭壟斷,國內企業毫無作為。汽車彈簧則是國內外企業市場爭奪最白熱化的領域,內外資企業互有所長,難分彼此。彈簧行業已經從過去的價格大戰、服務競爭逐步進入到產業鏈的競爭,而產業鏈是要靠標準化的手段來完成。儘管該行業的標準體系比較完善,但由於制定的較早,市場需求有著相當的距離,尤其是與日本、歐洲、美國等發達國家相比,現行的國家標準和行業標準還較低,導致國內的彈簧產品在國際市場的競爭力不強,因此,儘快出台與國際接軌的行業新標準是行業需要解決的首要問題。“十二五”期間,得益於國家的相關政策刺激及相關產業的振興規劃,我國汽車、鐵路、儀錶儀器等行業均將保持快速穩定發展。另外,一些新興產業領域如常規武器、核電和飛機製造都缺少不了彈簧的參與,隨著中國國力日益強盛,國防科技投入日益充裕,這也是彈簧行業商機的一個重要方面。在良好的外部環境及下游需求穩定增長的背景下,我國彈簧行業將保持快速穩定發展,預計至“十二五”末期,即2015年,我國彈簧產業將銷售額有望達到600億元。
冷成形
1)冷成形工藝一次性自動化才能。冷成形機已開展到12爪。在(0.3~14)mm範圍內的鋼絲,在8爪成形機能一次成形。成形工藝設備的開展方向:①進步成形速度,主要開展趨向是進步設備的成形速度,即消費效率;②經過進步設備零件的精細性和強化熱處置效果來進步設備耐久性;③增加長度感測器和激光測距儀,給CNC成形機停止自動閉環控制製造過程。2)冷成形工藝範圍才能。大線徑彈簧卷簧機,最大規格可達 20mm, =2000MPa,旋繞比5。變徑或等徑料Minic-Block彈簧和偏心彈簧的冷成形工藝還是有局限性。
熱成形
1)熱成形工藝速度才能。我國在(9~25)mm規格上的成形僅有CNC2軸熱卷簧機,最大速度每分鐘17件。與興旺國度相比之下差距較大。2)大彈簧熱成形工藝控制才能。由於僅有CNC2軸熱卷簧機,因而外形控制少三個方向作用,精度差;而且都無自動棒料旋轉控制和調整機構,所以熱卷彈簧成形工藝程度和才能較低。因此彈簧的精度程度和外表氧化脫碳程度也較低。
主要功能
①控制機械的運動,如內燃機中的閥門彈簧、離合器中的控制彈簧等。②吸收振動和衝擊能量,如汽車、火車車廂下的緩衝彈簧、聯軸器中的吸振彈簧等。③儲存及輸出能量作為動力,如鐘錶彈簧、槍械中的彈簧等。④用作測力元件,如測力器、彈簧秤中的彈簧等。彈簧的載荷與變形之比稱為彈簧剛度,剛度越大,則彈簧越硬。彈簧是機械和電子行業中廣泛使用的一種彈性元件,彈簧在受載時能產生較大的彈性變形,把機械功或動能轉化為變形能,而卸載后彈簧的變形消失並回復原狀,將變形能轉化為機械功或動能。
測量功能
我們知道,在彈性限度內,彈簧的伸長(或收縮)跟外力成正比。利用彈簧這一性質製成彈簧秤。
複位功能
彈簧在外力作用下發生形變,撤去外力后,彈簧就能恢復狀態。很多工具和設備都是利用彈簧這一性質來複位的。例如,許多建築物大門的合頁上都裝了複位彈簧人們進出后,門會自動複位。人們還利用這一功能製成了自動傘、自動鉛筆等用品,十分方便。此外,各種按鈕和按鍵也少不了複位彈簧。
帶動功能
緩衝功能
在機車汽車車架與車輪之間裝有彈簧,利用彈簧的彈性來減緩車輛的顛簸。
發聲功能
當空氣從口琴,手風琴中的簧孔中流動時,衝擊簧片,簧片震動發出聲音。
緊壓功能
觀察各種電器開關會發現,開關的兩個觸頭中,必然有一個出頭裝有彈簧,以保證兩個出頭緊密接觸,是導通良好。如果接觸不良,接觸處的電阻變大,電流通過時產生的熱量變大,嚴重時還會是接觸處的金屬融化。卡口燈頭的兩個金屬柱都裝有彈簧也是為了接觸良好;至於螺口燈頭的中心金屬片以及所有插座的接插金屬片都是簧片,其功能都是使雙方緊密接觸,以保持到同良好。在盒式磁帶中,有一塊磷青銅的簧片,利用它彎曲形變時產生的彈力使磁頭與磁帶密切接觸。在訂書機中有一個長螺旋彈簧它的作用一方面是頂緊釘書釘,另一方面是當最前面的釘被推出后,可以將後面的釘送到最前面以備釘舒適推出,這樣,就能自動的將一個個釘推到最前面,直到釘全部推出為止。許多機器自動供料,自動步槍中的子彈自動上膛都靠彈簧的這種功能。此外,像夾衣服的夾子,圓珠筆,鋼筆套上的夾片都利用彈簧的緊壓功能夾在衣服上。

由於受產品結構限制,多股簧一般具有強度高、性能好的特點。要求其材料在 彈簧強度和韌性上對最終性能予以保證。多股簧在加工過程中,應注意的是:1、支承圈根據產品要求可選用冷並和熱並兩種方法。採用熱並方式不允許將簧加熱至打火花或發白,硅錳鋼溫度不得高於850℃。支承圈與有效圈應有效接觸,間隙不得超過圈間公稱間隙的10%。2、多股簧特性可由調整導程決定,繞制時索距可進行必要調整。擰距可取3~14倍鋼絲直徑,但一般取8~13倍為佳。其簧力還與自由高度、並端圈、外徑及鋼絲性能等有密切關係,可通過調整其中某項或幾項予以改變。3、不帶支承圈的彈簧和鋼絲直徑過細的彈簧不應焊接簧頭,但端頭鋼索不應有明顯的鬆散,應去毛刺。凡需焊接頭部的多股簧,其焊接部位長度應小於3 倍索徑(最長不大於10毫米)。加熱長度應小於一圈,焊后應打磨平滑,氣焊時焊接部位應進行局部低溫退火。4、彈簧表面處理一般進行磷化處理即可,也可進行其它處理。凡要進行鍍層為鋅與鎘時,電鍍后應進行除氫處理,除氫后抽3%(不少於3件)複試立定處理,複試中不得有斷裂。彈簧應清除表面臟物、鹽痕、氧化皮,方法可採用吹砂或汽油清洗的辦法,但不能採用酸洗。5、重要 彈簧緊壓時間為24小時,普通彈簧為6小時或連續壓縮3~5次,每次保持3~5秒。緊壓時彈簧與芯軸的間隙以芯軸直徑的10%為宜,間隙過小則難於操作,間隙過大則易使彈簧發生彎曲變形。緊壓時若其中一件彈簧折斷,則其餘應重新處理。

基本信息
- 中文名
- 彈簧
- 外文名
- Spring
- 發明者
- 胡克
- 分類
- 螺旋、渦卷、板簧、異型、空氣簧
- 彈簧絲直徑
- 製造彈簧的鋼絲直徑
- 截面面積
- 彈簧材料截面面積(mm²)
- 材料
- 彈性材料製成的零件在外力作用下