鋯合金
鋯或其他金屬的固溶體
鋯合金是鋯或其他金屬的固溶體。鋯具有非常低的熱中子吸收截面,高硬度,延展性和耐腐蝕性。鋯合金的主要用途是核技術領域,例如核反應堆內的燃料棒等。核級鋯合金的典型組成是超過95%鋯和低於2%的錫,鈮,鐵,鉻,鎳和其它金屬,加入這些金屬來提高機械性能和耐腐蝕性。
鋯與鋯合金
純鋯就其強度和抗蝕性能來說,都不能滿足核燃料包殼和壓力管的要求。20世紀40年代末,美國為了探索鋯在水冷反應堆中的應用,著手研究鋯基合金。到50年代中期,研製成具有優良綜合性能的Zr-2合金 (Zirca-loy-2),並用作世界第一艘核潛艇“舡魚”號的核燃料包殼材料,後來又製成Zr-4(Zircaloy-4),Zr-1Nb和Zr-2.5Nb合金。二十多年來,各國也研究了許多其他鋯合金,但因綜合性能不如上述合金,因而應用不多。從海綿鋯到鋯合金,已實現工業化生產的國家有美國、俄羅斯、法國、德國、加拿大和中國等。
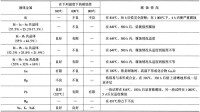
工業規模生產的鋯基合金有兩個系列:鋯錫系和鋯鈮系。前者的代表是 Zr-2 合金,後者的代表是Zr-2.5Nb合金。鋯和三種鋯合金的成分和性能見表。鋯的合金元素選擇原則是:一不能明顯增加鋯的熱中子吸收截面;二要在提高鋯的耐蝕性和強度的同時不能過多地損害工藝性能。在鋯錫系合金中,錫、鐵、鉻、鎳的綜合加入(Zr-2合金),可提高材料的強度及耐蝕性、耐蝕膜的導熱性,降低表面狀態對腐蝕的敏感性;Zr-4合金中不含鎳,並適當增加鐵含量,此合金腐蝕吸氫量僅為Zr-2合金的一半左右。通常Zr-2合金用於沸水堆,Zr-4合金用於壓水堆。在鋯鈮系合金中,鈮的添加量達到使用溫度下α-Zr的固溶極限時,合金的耐蝕性能最好。Zr-1Nb和Zr-2.5Nb合金中的鈮含量高於使用溫度下的固溶極限。超過的鈮以過飽和狀態存在於α-Zr中,對合金的抗蝕性不利,而以第二相 β-Nb的形式存在卻好得多。鋯和鋯合金中的金屬雜質元素大都要求在 50ppm以下,熱中子吸收截面很大的元素(如硼和鎘)不得超過0.5ppm;嚴重損害耐腐蝕性能的氮不得高於80ppm;氧有一定的強化作用,其含量依強度要求一般為800~1600ppm。
鋯和鋯合金都有同質異晶轉變,高溫相是體心立方結構的β-Zr,低溫相是密排六方結構的α-Zr。純鋯的轉變溫度為 862℃。合金和工業鋯的轉變溫度受合金元素和雜質元素的影響:鐵、鎳、鉻、鈮的加入縮小α-Zr相區,使轉變溫度降低;氧、氮、錫擴大α-Zr相區,使轉變溫度升高。Zr-2.5Nb合金有明顯的淬火強化效應。這種合金加熱到β區或(α+β)高溫區,經過水中淬火后,其室溫抗拉強度可達90公斤力/毫米2;合金淬火后再經500℃適當時效處理,其強度不降低,而塑性卻顯著提高。這種固溶-時效合金有比較好的耐腐蝕性能。
鋯和鋯合金塑性好,可製成管材、板材、棒材和絲材,其中管材為主要產品。鋯和鋯合金的加工工藝取決於鋯的基本性質和核反應堆對鋯構件的特殊要求。鋯的基本性質是:易被氧、氮、氫等污染,易粘模具,有同質異晶轉變。核反應堆對鋯構件的要求是尺寸精度高,顯微組織要求嚴格,性能穩定。使用最廣的無縫鋯管加工的主要工序為:配製自耗電極、熔鑄、鍛造、熱擠(管坯)、冷加工、精整。
真空自耗電弧熔煉法是鋯和鋯合金工業生產的最普遍的方法。採用正確的加入合金元素的方法,合適的新舊料搭配比例和合理的熔鑄制度,才能得到高質量的鑄錠。
鑄錠開坯一般在β相區進行,這既有利於變形,又減少了合金元素的偏聚。二次鍛造溫度比開坯溫度低,純鋯和Zr-2合金在α 相區的高溫區進行鍛造,Zr-2.5Nb在(α+β)相區進行鍛造。終鍛溫度不得低於700℃。熱軋溫度和二次鍛造溫度相近,擠壓溫度更低一些。為防止氧化和粘模,坯料在擠壓前要包銅,或加玻璃塗層。純鋯在液氮溫度下仍有良好塑性。室溫軋板時兩次退火間的冷加工量可達40%或更高。成品前的冷加工制度,對鋯錫合金管材的質量和性能有重要影響。為獲得綜合性能好的管材,成品前冷軋的總壓縮率應達50%以上。
鋯合金
鋯和鋯合金具有良好的熔焊性能。常用的焊接方法有鎢極氬弧焊和電子束焊。大直徑薄壁管常用焊接法製造。鋯的粉屑易燃,在研磨和切削鋯製品時要注意安全。
在生產反應堆用包殼管和壓力管的過程中,要進行十分嚴格的檢驗。每批產品,除做常規的化學成分、力學性能、尺寸精度和腐蝕性能等項檢驗外,每根管子都需通過無損探傷檢驗。

鋯合金製成的伏特加小玻璃杯
在冷戰結束后,俄羅斯對鋯的需求量減少,鋯合金便用來生產出家喻戶曉的鋯製品。
