退刀槽
工業產品
在車床加工中,如車削內孔、車削螺紋時,為便於退出刀具並將工序加工到毛坯底部,常在待加工面末端,預先制出退刀的空槽,稱為退刀槽。
退刀槽,車螺紋的時候,工件旋轉和車刀的軸向進給是機械聯動的,當車到尾部時,車刀徑向退出,此時工件仍在旋轉,車刀仍在軸向進給,故而有一段沒用的螺紋尾巴。很多情況下,不希望有這段尾巴,於是就在車螺紋之前將發生尾巴的那一段車出一個槽,這個槽的直徑小於螺紋小徑,長度足夠將車刀退出。這個槽就叫退刀槽。
越程槽——磨削加工時用的。砂輪的柱面和端面之間有個圓角,這個角很難控制,並且不穩定,工藝上沒法利用,在需要磨台階軸的外徑和台階端面時,夾角處沒法磨到所需的精度和粗糙度,於是就在外徑和台階相交處將外徑和台階的根部各車去一些,形成一個槽,就叫砂輪越程槽,簡稱越程槽。退刀槽和越程槽是在軸的根部和孔的底部做出的環形溝槽。溝槽的作用一是保證加工到位,二是保證裝配時相鄰零件的端面靠緊。一般用於車削加工中的(如車外圓,鏜孔等)叫退刀槽,用於磨削加工的叫砂輪越程槽。
1)退刀槽的尺寸一般可按“槽寬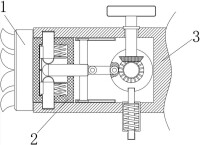 直徑”(b
直徑”(b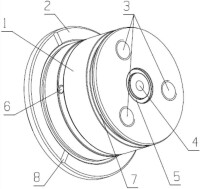 d)或“槽寬
d)或“槽寬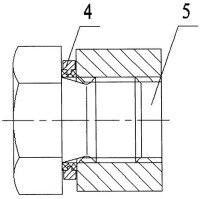 槽深”(b
槽深”(b h)的形式標註。要注意退刀槽寬度尺寸(b)應包含在軸段的有效長度L之內,如圖1。
h)的形式標註。要注意退刀槽寬度尺寸(b)應包含在軸段的有效長度L之內,如圖1。
退刀槽
退刀槽
退刀槽
退刀槽
2)如果圖形較小,可用指引線(細實線)的形式標註。對於半圓形退刀槽,除“槽寬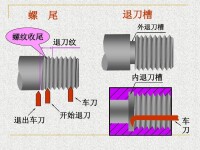 槽深”外,如圖2。也可加註半徑作為參考尺寸,如圖3。
槽深”外,如圖2。也可加註半徑作為參考尺寸,如圖3。
退刀槽
3)為明確說明 槽寬、槽深(或退刀槽直徑)尺寸,也可將它們分別注出,如圖4。
基本信息
- 中文名
- 退刀槽
- 外文名
- escrape
- 作用
- 便於退刀,與相鄰零件保證靠緊
- 類型
- 機械加工
- 設計原則
- 直角拐彎的角落都需要退刀槽
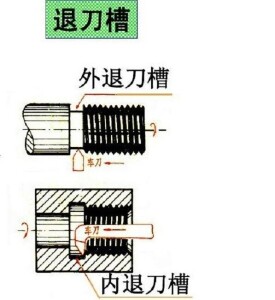
- 種類
- 外退刀槽、內退刀槽
- 應用
- 車床加工
- 辨別
- 退刀槽與砂輪越程槽