殘餘應力
無外部作用時內部平衡存在的應力
殘餘應力(Residual Stress) 消除外力或不均勻的溫度場等作用后仍留在物體內的自相平衡的內應力。機械加工和強化工藝都能引起殘餘應力。如冷拉、彎曲、切削加工、滾壓、噴丸、鑄造、鍛壓、焊接和金屬熱處理等,因不均勻塑性變形或相變都可能引起殘餘應力。殘餘應力一般是有害的,如零件在不適當的熱處理、焊接或切削加工后,殘餘應力會引起零件發生翹曲或扭曲變形,甚至開裂。或經淬火、磨削后表面會出現裂紋。殘餘應力的存在有時不會立即表現為缺陷,而當零件在工作中因工作應力與殘餘應力的疊加,使總應力超過強度極限時,便出現裂紋和斷裂。零件的殘餘應力大部分都可通過適當的熱處理消除。殘餘應力有時也有有益的方面,它可以被控制用來提高零件的疲勞強度和耐磨性能。
工件在製造過程中,將受到來自各種工藝等因素的作用與影響;當這些因素消失之後,若構件所受到的上述作用與影響不能隨之而完全消失,仍有部分作用與影響殘留在構件內,則這種殘留的作用與影響。也稱殘餘應力。
殘餘應力是當物體沒有外部因素作用時,在物體內部保持平衡而存在的應力。
凡是沒有外部作用,物體內部保持自相平衡的應力,稱為物體的固有應力,或稱為初應力,亦稱為內應力。
殘餘應力分析儀
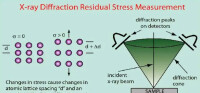
其原理是基於著名的布拉格方程2dsinθ=nλ :即一定波長的X射線照射到晶體材料上,相鄰兩個原子面衍射時的X射線光程差正好是波長的整數倍。通過測量衍射角變化Δθ從而得到晶格間距變化Δd,根據胡克定律和彈性力學原理,計算出材料的殘餘應力。
殘餘應力
測殘餘應力的步驟如下:
2、連接應變儀。將工作片和補償片分別連接在應變儀的埠上(也可以用待測的應變花作為補償片),檢查各應變片電阻。
殘餘應力
3、安裝鑽具:
將帶觀察鏡的鑽具放在試樣表面上,必要時開明燈,在觀察鏡里觀察,初步對準應變花中心位置。
然後在鑽具支腿與試樣接觸處滴膠水,膠水固化后擰緊鑽具支腿上的鎖帽,將鑽具固定於試樣表面。
再鬆開鎖緊壓調X 一Y 方向的四個調節螺釘3 (必須先松后緊),使觀察鏡的十字線中心在轉動觀觀察時始終與應變花中心保持重合。
最後,鎖緊壓蓋,應變儀重新調零。
4、鑽孔:
取下觀察鏡,將專用端面銑刀的鑽桿擦乾淨,滴上潤滑油,(需用縫紉機油,不可使用一般機油),插入鑽具的套筒內,用手輕輕轉動,劃去鑽削部位的應變花基底后,取出鑽桿。此時,每個應變計的應變讀數應當變化不大,再次調態電阻應變儀的零點。
將配置中1 . 5 鑽頭的鑽桿擦乾淨,滴上潤滑油(需用縫紉機油,不可使用一般機油)插入鑽具套筒內,鬆開鑽桿上的定位卡圈,在鑽桿卡圈與鑽具套筒 間塞入厚度2 mm 的鑽孔深度控制墊塊,使鑽頭與工件接觸后固定卡圈。除去2 mm 的墊塊,連接好手電筒鑽,調壓器調至60 一70V ,即可開鑽。保持合適的壓力,鑽至卡圈與夾具套筒間貼合,即預定孔深,拔出鑽桿。拔出鑽桿過3 —— 5 分鐘,當應變儀指示穩定時,即可測出應力、應變和殘餘應力示值。
按應力產生的原因分類有:
(1) 熱應力
鑄件各部分的薄厚是不一樣的,如機床床身導軌部分很厚,側壁筋板部分較薄,其橫向端面如圖一所示。鑄后,薄壁部分冷卻速度快收縮大,而厚壁部分,冷卻速度慢,收縮的小。薄壁部分的收縮受到厚壁部分的阻礙,所以薄壁部分受拉力,厚壁部分受壓力。因縱向收縮差大,因而產生的拉壓也大。這時鑄件的溫度高,薄厚壁都處於塑性狀態,其 壓應力使厚壁部分變粗,拉應力使薄壁部分變薄,拉壓應力,隨塑性變形而消失。鑄件逐漸冷卻,當薄壁部分進入彈性狀態而厚壁部分仍處於塑性時,壓應力使厚壁部分產生塑性變形,繼續變粗,而薄壁部分只是彈性拉長,這時拉壓應力隨厚壁部分變粗而消失。鑄件仍繼續冷卻,當薄厚壁部分進入彈性區時,由於厚壁部分溫度高,收縮量大。但薄壁部分阻止厚壁部分收縮,故薄壁受壓應力,厚壁受拉應力。應力方向發生了變化。這種作用一直持續到室溫,結果在 常溫下厚壁部分受拉應力,薄壁部分受壓應力。這個應力是由於各部分薄厚不同。冷卻速度不同,塑性變形不均勻而產生的,叫熱應力。
在導軌或側壁的同一個截面內,表層與內心部,由於冷卻快慢不同,也產生相互平衡拉壓的應力,用類似與上述方法分析,可知在室溫下表層受壓應力,心部受拉應力,並且截面越大,應力越大,此應力也叫熱應力。
(2) 相變應力
常用的鑄鐵含碳量在2.8-3.5%,屬於亞共晶鑄鐵,由結晶 過程可知①:厚壁部分在1153℃共晶結晶時,析出共晶石墨,產生體積膨脹,薄壁部分阻礙其膨脹,厚壁部分受壓應力,薄壁部分受拉應力。厚壁部分因溫度高,降溫速度快,收縮快,所以厚壁逐漸變為受拉應力。而薄壁與其相反。在共析(738℃)前的收縮中,薄厚壁均處於塑性狀態,應力雖然不斷產生,但又不斷被 塑性變形所鬆弛,應力並不大。當降到738℃時,鑄鐵發生 共析轉變,由面心立方,變為體心立方結構(既γ-Fe變為a-Fe),比容由0.124cm /g增大到0.127cm /g。同時有共析石墨析出,使厚壁部分伸入,產生壓應力。上述的兩種應力,是在1153℃ 和738℃兩次相變而產生的,叫相變應力。相變應力與冷卻過程中產生的 熱應力方向相反,相變應力被熱應力抵消。在 共析轉變以後,不再產生相變些力,因此鑄件由與薄厚冷卻速度不同所形成的 熱應力起主要作用。
(3) 收縮應力(亦叫機械阻礙應力)
鑄件在固態收縮時,因受到鑄型。型芯。澆冒口等的阻礙作用而產生的應力叫收縮應力。由於各部分由塑性到彈性狀態轉變有先有后,型芯等對收縮的阻力將在鑄件內造成不均勻的的塑性變形,產生殘餘應力。收縮應力一般不大,多在打箱后消失。
按照 殘餘應力平衡範圍的不同,通常可將其分為三種:
(1)第一類內應力,又稱宏觀殘餘應力,它是由工件不同部分的宏觀變形不均勻性引起的,故其應力平衡範圍包括整個工件。例如,將金屬棒施以彎曲載荷,則上邊受拉而伸長,下邊受到壓縮;變形超過 彈性極限產生了塑性變形時,則外力去除后被伸長的一邊就存在壓應力,短邊為張應力。這類殘餘應力所對應的畸變能不大,僅佔總儲存能的0.1%左右。
(2)第二類內應力,又稱微觀殘餘應力,它是由晶粒或亞晶粒之間的變形不均勻性產生的。其作用範圍與 晶粒尺寸相當,即在晶粒或 亞晶粒之間保持平衡。這種內應力有時可達到很大的數值,甚至可能造成顯微裂紋並導致工件破壞。
(3)第三類內應力,又稱點陣畸變。其作用範圍是幾十至幾百納米,它是由於工件在 塑性變形中形成的大量點陣缺陷(如空位、間隙原子、位錯等)引起的。變形金屬中儲存能的絕大部分(80%~90%)用於形成點陣畸變。這部分 能量提高了變形晶體的能量,使之處於熱力學不穩定狀態,故它有一種使變形金屬重新恢復到 自由焓最低的穩定結構狀態的自發趨勢,並導致塑性變形金屬在加熱時的回復及再結晶過程。
對結構或構件的影響 殘餘應力是構件還未承受荷載而早已存在構件截面上的初 應力,在構件服役過程中,和其他所受荷載引起的工作應力相互疊加,使其產生二次變形和殘餘應力的重新分佈,不但會降低結構的剛度和穩定性而且在溫度和介質的共同作用下,還會嚴重影響結構的 疲勞強度、抗脆斷能力、抵抗應力腐蝕開裂和高溫蠕變開裂的能力。
對結構剛度的影響 當外載產生的應力δ與結構中某區域的殘餘應力疊加之和達到屈服點f 時,這一區:域的材料就會產生局部塑性變形,喪失了進一步承受外載的能力,造成結構的有效截面積減小,結構的剛度也隨之降低。結構上有縱向和橫向焊縫時(例如工字樑上的肋板焊縫),或經過火焰校正,都可能在較大的截面上產生殘餘拉伸應力,雖然在構件長度上的分佈範圍並不太大,但是它們對剛度仍然能有較大的影響。特別是採用大量火焰校正後的焊接梁,在載入時剛度和卸載時的回彈量可能有較明顯的下降,對於尺寸精確度和穩定性要求較高的結構是不容忽視的。
對桿件穩定性的影響 當外載引起的壓應力與殘餘應力中的壓應力疊加之和達到f 這部分截面就喪失進一步承受外載的能力,繼續承載的桿件的有效截面積減少,桿件剛度降低,穩定承載力降低。殘餘應力對受壓桿件穩定承載力的影響大小,與殘餘應力的分佈位置有關。
殘餘應力是一個不穩定的應力狀態,當構件受到外力、溫度等其它因素作用時,由於這些作用應力與殘餘應力的相互作用,使構件某些局部呈現塑性變形,截面內殘餘應力重新分佈,當外在因素去除時整個構件都要發生變形。構件在使用過程中,殘餘應力將發生鬆弛,所以殘餘應力影響著構件穩定性。這也是工程部門最關心的問題之一。
殘餘應力對構件變形的影響包括兩個方面:一方而是構件抗靜、動載荷的變形能力;另一方而是載荷卸載后變形恢復的能力。殘餘應力在這兩個方面對構件的影響是很大的,因此人們一直在研究消除此影響的有效方法。
但是最新的研究表明殘餘應力還將對試樣的斷裂韌性造成影響。比如試樣拉伸中,拉伸應力的作用將會在試樣內產生殘餘應力,這可能增加材料的斷裂韌性(見盧柯的應變率文章)
1.盲孔法殘餘應力測量
它的原理是在平衡狀態下的原始應力場上鑽孔 ,以去除一部分具有應力的金屬,而使圓 孔附近部分金屬內的應力得到鬆弛,鑽孔破壞了原來的應力平衡狀態而使應力重新分佈,並呈現新 的應力平衡,從而使圓孔附近的金屬發生位移或應變,通過高靈敏度的應變儀,測量鑽孔后的應變 量,就可以計算原應力場的應力值。
殘餘應力檢測儀主要採用盲孔法進行各種材料和結構的殘餘應力分析和研究,還可作為在靜力強度研究中測量結構及材料任意點變形的應力分析儀器。如果配用相應的感測器,也可以測量力、壓力、扭矩、位移和溫度等物理量。它以計算機為中央微處理機,採用高精度測量放大器、數據採集和處理器,測量中無需調零,可直接測出殘餘應力值的大小及方向,實現了殘餘應力測量的自動化。
2.磁測法殘餘應力測量
磁測法殘餘應力檢測法主要是通過磁測法來測定鐵磁材料在內應力的作用下磁導率發生的變化確定殘餘應力的大小和方向。眾所周知,鐵磁材料具有磁疇結構,其磁化方向為易磁化軸向方向,同時具有磁致伸縮性效應,且磁致伸縮係數是各向異性的,在磁場作用下,應力產生磁各向異性。磁導率作為張量與應力張量相似。通過精密感測器和高精度的測量電路,將磁導率變化轉變為電信號,輸出電流(或電壓)值來反映應力值的變化,並通過裝有特定殘餘應力計算機軟體的計算機計算,得出殘餘應力的大小、方向和應力的變化趨勢。
3.X射線衍射法殘餘應力測量
在各種無損測定殘餘應力的方法之中,X射線衍射法被公認為最可靠和最實用的。它原理成熟,方法完善,經歷了七十餘年的進程,在國內外廣泛應用於機械工程和材料科學,取得了卓著成果。 X-射線應力測定儀是一種簡化和實用化的X射線衍射裝置,因而它還有一項附加的功能──測定鋼中殘餘奧氏體含量。由於它適用於各種實體工件,而且能夠針對同一點以不同的φ角、Ψ角進行測試,以探測織構的影響,這項功能便具備了重要而獨特的用途。

基本信息
- 原理
- 基於著名布拉格方程2dsinθ=nλ
- 殘餘應力
- 是一種固有應力
- 三種方法
- 盲孔法、X射線法、磁測法。
- 測量方法
- 盲孔法殘餘應力測量
- 含義
- 無外部作用時內部平衡存在的應力
- 中文名
- 殘餘應力
- 外文名
- Residual Stress