內應力
一種相互作用的內力
所謂內應力,是指當外部荷載去掉以後,仍殘存在物體內部的應力。它是由於材料內部宏觀或微觀的組織發生了不均勻的體積變化而產生的。
1.物體由於外因(受力、濕度變化等)而變形時,在物體內各部分之間產生相互作用的內力,以抵抗這種外因的作用,并力圖使物體從變形后的位置回復到變形前的位置。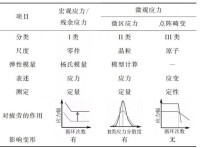 在所考察的截面某一點單位面積上的內力稱為應力。同截面垂直的稱為正應力或法嚮應力。
在所考察的截面某一點單位面積上的內力稱為應力。同截面垂直的稱為正應力或法嚮應力。
內應力
2.在沒有外力存在下,材料內部由於加工成型不當,溫度變化,溶劑作用等原因所產生的應力。
3、消除內應力的幾種方法:一是對物體進行熱處理(針對金屬材料、高分子材料等工件)。二是放到自然條件下進行消除(即自然時效消除內應力)。三是人工通過敲打振動等方式進行消除。四是通過超聲衝擊震蕩來優化應力,或改變應力的方向。
內應力是在結構上無外力作用時保留於物體內部的應力。
沒有外力存在時,彈性物體內所保存的應力叫做內應力,它的特點是在物體內形成一個平衡的力系,即遵守靜力學條件。按性質和範圍大小可分為宏觀應力,微觀應力和超微觀應力。按引起原因可分為熱應力和組織應力。按存在時間可分為瞬時應力和殘餘應力。按作用方向可分為縱嚮應力和橫嚮應力。
1、鋼材的內應力
一塊鋼板是由無數個鐵原子(包括其它成分的原子)所組成的,原子與原子之間之所以能夠緊密地連接在一起,而不像一盤沙子一樣,是鐵原子之間有強大的金屬鍵緊緊地“拉”在一起的,原子之間的“拉力”會由於相鄰原子之間的位置遠近、角度差異,而導致其“拉力”會在整個鋼板的平面內不是很均勻,通俗地說:有些方向的“拉力”大,而有些方向的“拉力”小,但是,由於鋼板是在軋鋼機軋成平板后,這些鋼材立面分子之間的“拉力”會暫時趨於平衡,但是,如果將鋼板用刨床將其切削一部分,比如:切薄一半的厚度,這時,剩下的鋼板立馬將會發生變形,如:發生翹曲,這就是內應力在起作用。
2、西瓜的內應力
可能你會有過這樣的經歷:有一種西瓜,刀剛剛接觸西瓜,那西瓜會“嘭”的一聲,自然裂開,這就是裡面存在著內應力,當你開啟一個小口(或者叫裂紋),那內應力會讓這個西瓜整個打開。這個內應力,也是分子之間的“拉力”造成的。
取嚮應力
塑膠材料分子鏈在成型過程中由於受到高壓和高剪切力作用導致分子鏈發生劇烈變化,在分子未完全恢復亂序及鬆弛的自然狀態前即遭凍結,從而導致殘留取嚮應力,尤以PC材料最為明顯,其它如PC/ABS、PSU等也存在同樣問題.這種狀況的出現與其分子鏈結構有密切的關係剪切取嚮應力代表塑料加工過程中由於剪切流動造成應力大小,它受塑膠流動速率與黏度的影響.在充填結束瞬間,由於充填體積變少,流量固定時射速增加,加上塑膠較冷,黏度較高,因此最後充填位置的剪切應力較高,塑料可能會產生裂解及較高的殘留應力產生位置:澆口位置,因射速快或保壓時間長而容易產生擠壓取嚮應力;壁厚急劇變化處(特別是由厚到薄處)會因壁薄位置剪切力強而產生擠壓取嚮應力;料流充填不平衡處會因為過度充填而造成局部擠壓而產生擠壓取嚮應力。
收縮應力
分子鏈在從熔融到冷卻的過程中,因為產品壁厚或者冷卻水路的差別而導致冷卻溫度的不均勻,從而導致不同溫度部位的收縮不同,那在收縮率不同部位,界面之間會因為拉伸剪切而產生殘留應力產生位置:主要發生在壁厚不均之產品上.壁厚變化劇烈的位置,由於熱量散發不均勻,所以容易產生不同的收縮取向。
產品結構:尖角的存在,容易導致在該位置應力集中的情況發生.當受到外力衝擊或溶劑誘導作用時就會產生應力開裂.壁厚分佈不均勻,也會導致應力的產生.在壁厚產生變化的區域,會因為厚度變化而產生剪切速度的變化,從而會導致應力的發生。
模具結構:澆口大小及位置的設置不合適也會導致料流填充不平衡,局部位置可能會過度充填,產生較大擠壓剪切應力,造成類似保壓過大所造成的應力。
射出速度:提高射出速度,可降低分子鏈取向程度,有利於降低殘留應力。
射出壓力:射出壓力過大,容易導致局部壓力過大而產生應力;但是射出壓力太低,則不能達到所設定的射出速度,還會因為料流冷卻而加大剪切,導致分子鏈取嚮應力增大,同樣會有較大殘留應力。
保壓壓力與時間:保壓過度和時間過長都會增大澆口處的分子取向而產生較大殘留應力。
模具溫度:模具溫度太低,會導致應力不能及時釋放而殘留。
熔融溫度:提高成型溫度,會降低塑膠材料的黏度而降低分子鏈的取嚮應力,從而降低殘留應力。
以上成型條件在應力影響方面相互制約,所以成型時針對殘留應力的調整需要綜合各方面的情況。
內應力假說建立了一組描述脆性材料強度指標和彈模指標尺寸效應的方程;該假說認為內應力場或者說內應力能會隨試件尺寸加大而加大,在引起材料強度指標隨試件尺寸加大而減小的同時,還會引起材料初始切線彈模隨試件尺寸加大而加大的彈模尺寸效應。

基本信息
- 中文名
- 內應力
- 外文名
- interior stress
- 原因
- 內部組織發生了不均勻的體積變化
- 概念
- 外部荷載去除,殘存在內部的應力