直流反接
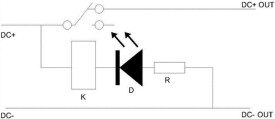
直流焊接時的一種電路接法
直流反接,英文縮寫DCEP,它與直流正接是兩種不同的輸出線接法形成的,酸性焊材兩種接法都可以用,但正接居多;鹼性焊材一般只用直流反接,否則陰極發射電子要受到正離子流的影響,易產生氣孔。
直流反接焊接有優點也有缺點,其焊件極性選擇要遵循一定的原則。在鎢極氬弧焊中,直流反接有去除氧化膜的作用,稱為“陰極破碎”或“陰極霧化”現象。
採用直流焊機進行操作時,電源輸出端有固定的正極和負極。焊件接電源正極、電極接電源負極的接線法,叫正接。焊件接電源負極、電極接電源正極的接線法,稱為反接。正接和反接時,焊接電弧的形狀不一樣。顯然,只有採用直流焊接電源時,才有正接和反接兩種接線法,交流焊接電源由於正、負極在不斷地交替,所以不存在極性問題。
實踐證明,直流反接時,工件表面的氧化膜在電弧的作用下可以被清除掉而獲得外表光亮美觀、成形良好的焊縫。這是因為金屬氧化物逸出功小,容易發射電子,所以氧化膜上容易形成陰極斑點併產生電弧,陰極斑點有自動尋找金屬氧化物的性質。陰極斑點的能量密度很高,被質量很大的正離子撞擊,使氧化膜破碎。但是,直流反接的熱作用對焊接是不利的,因為鎢極氬弧焊陽極熱量多於陰極。反極性時電子轟擊鎢極,放出大量熱量,很容易使鎢極過熱熔化,這時假如要通過125A焊接電流,為不使鎢極熔化,就需約6mm 直徑的鎢棒。同時,由於在焊件上放出的能量不多,焊縫熔深淺而寬,生產率低,而且只能焊接約3mm厚的鋁板。所以在鎢極氤弧焊中直流反接除了焊鋁、鎂薄板外很少採用。
1)焊條電弧焊使用鹼性低氫焊條時,一律採用反接。若採用正接,則電弧燃燒不穩定電弧聲音很暴燥,發出強烈的嘶嘶聲飛濺很大,並且極容易產生氣孔。使用酸性焊條時,極性對電弧的穩定燃燒影響不大。
同樣道理,埋弧焊若使用直流電源施焊時,一般也採用反接。
2)鎢極氬弧焊焊接鋼、黃銅時,一律採用正接。因為陰極的發熱量遠小於陽極,所以用直流正接電源時,鎢極接負極,發熱量小,不易過熱,鎢極壽命長,同樣直徑的鎢極可以採用較大的焊接電流。同時正接時,焊件為陽極發熱量大,因此熔深大,生產率高。
基本信息
- 中文名
- 直流反接
- 類別
- 焊接方法的一種
- 作用
- 去除氧化膜、減少氣孔和飛濺、獲得較大熔深
- 適用情況
- 厚板焊接、不鏽鋼焊條、鹼性焊條、鑄鐵件補焊、熔化極氬弧焊、二氧化碳保護焊