消化道吻合器
醫學縫合設備
消化道吻合器是吻合器的一種,推桿與環形刀連接結構,包括推桿、與推桿相固定連接的環形刀,所述的環形刀的外側設置有多個沿圓周方向排列的推釘片,所述的推桿上相嵌有環形刀的一端部,由於推桿上相嵌有環形刀的一端部,因此環形刀與推桿的同心度高,在切割組織過程中,環形刀能平穩地落坐在中間,手術成功率高。
吻合器是醫學上使用的替代手工縫合的設備,主要工作原理是利用鈦釘對組織進行離斷或吻合,類似於訂書機。根據適用範圍不同,主要可分為皮膚吻合器、消化道(食道、胃腸等)圓形吻合器、直腸吻合器、圓形痔吻合器、包皮環切吻合器、血管吻合器、疝氣吻合器、肺切割縫合器等。
相對於傳統的手工縫合,器械縫合有以下優勢:
1.操作簡單方便,節省手術時間。一次性使用,避免交叉感染。
2.利用鈦釘或不鏽鋼釘(皮膚縫合器)縫合嚴密、鬆緊適中。
3.具有很少的副作用和有效減少手術併發症等。

吻合器
消化道吻合器的推釘裝置,包括釘倉本體6、推釘片本體1,釘倉孔5的第一側壁7的兩端部分別具有第一導向壁9,第二側壁8的兩端部分別具有第二導向壁10,同一端的第一導向壁9、第二導向壁10相交並且相交處弧形過渡,同一端的第一導向壁9、第二導向壁10相對稱地設置;在縫釘幾何尺寸有微小變化時,也能由導向壁的作用使之穩妥地坐落於釘倉孔內,保證推釘片的寬度大於縫釘釘冠的寬度,使得縫釘成型良好。
消化道吻合器的穿刺錐與釘座的連接結構,包括釘座、穿刺錐,所述的釘座上固定有卡簧,所述的穿刺錐插在該卡簧之間,卡簧夾緊所述的穿刺錐。依靠卡簧的彈簧卡力,使得釘座能可靠地與穿刺錐相連接或相分離,使用安全、安裝方便。
消化道吻合器的雙速調節裝置,包括吻合器本體、與所述的吻合器本體可轉動地連接的旋鈕本體、與所述的旋鈕本體螺紋地連接有螺桿,該螺桿插在所述的吻合器本體的內腔中,該螺桿的前部與吻合器本體內腔中的中心桿相連接,所述的螺桿具有相連的第一螺紋段和第二螺紋段,所述的第一螺紋段的螺距大於第二螺紋段的螺距。可以快速拉近釘倉及抵釘座的距離,拉近後由第二螺紋段與旋鈕本體相對滑動,使得轉動旋鈕時螺桿的移動速度變慢,有利於消化道的手術進行。
消化道吻合器的調節旋鈕,包括旋鈕本體,該旋鈕本體與吻合器本體可轉動地連接,旋鈕本體螺紋地連接有螺桿;所述的旋鈕本體上設有徑向變大的徑向凸起部,該徑向凸起部至少有兩個。徑向凸起部使得旋鈕成為蝶形,使用時讓手指推動徑向凸起部,則可直接獲得力矩使得旋鈕轉動,能將人體組織輕鬆地壓縮到預定的厚度,而手指與徑向凸起部間幾乎不產生任何摩擦力,有效地防止了操作者所戴乳膠手套的破損。
消化道吻合器的吻合釘,由釘冠、釘腿構成大致的U形狀,所述的釘腿具有彎折部,該彎折部的上部為釘腿上部,該彎折部的下部為釘腿下部,釘腿下部相對於釘腿上部在彎折部處向內彎折,釘腿的釘腿長度為4.84毫米-4.92毫米。吻合釘的釘腿高度能夠正常成型,成型后釘腿在彎折部處彎折,提高了標準成型的概率。
直線切割吻合器,包括手柄本體、推刀、釘倉座以及抵釘座,手柄本體上設置有用於控制推刀的推鈕,手柄本體上轉動連接有凸輪,凸輪上具有鉤部。凸輪的側部設置有保險機構,當保險機構處於鎖定狀態時,鉤部鉤在推鈕上,凸輪相對手柄本體固定;當保險機構處於解鎖狀態時,鉤部釋放推鈕。保險機構鎖定時,凸輪相對手柄本體固定,推鈕便無法前移,如此便可避免推刀在器械位置未調整好時被過早地推動。
環切吻合器,包括釘座套、抵釘座,釘座套內設有滑桿套,抵釘座上連接有滑桿,滑桿插在滑桿套內。滑桿上具有第一止轉平面,滑桿套內壁上具有第二止轉平面,兩個止轉平面相貼合。滑桿與滑桿套中的一個部件上沿滑桿的軸向設置有導向凸筋,其另一個部件上沿滑桿的軸向開有導向凹槽,導向凸筋插在導向凹槽內。通過導向凸筋與導向凹槽的配合,使得滑桿與釘座套之間的定位準確,即釘座套與抵釘座的定位準確,從而可保證縫釘正確成型。
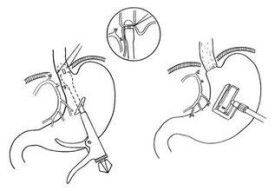
以腸吻合來說明吻合器的使用方法,吻合口近端腸置荷包縫合,置入釘座並收緊,由遠端插入吻合器,穿出吻合器中心穿刺器,與近端吻合器抵釘座中心桿銜接,旋轉靠近遠近端腸管腸壁,依據腸壁厚度調整吻合器抵釘座和底座的距離,一般為1.5~2.5cm或手旋轉較緊為限(把手上有鬆緊度指示針)打開保險;
用力捏緊合攏吻合扳手,聞聽“咔嚓”聲即表示切割吻合完畢,暫不退出吻合器,檢查吻合是否滿意及是否有系膜等其他組織嵌入其中,予以相應處理后,旋松吻合器,並輕輕自遠端拉出,檢查遠近端腸管切除圈是否完整。
(1)操作前檢查標尺與0刻度是否對齊,裝配是否正確,推片與鉭釘是否有遺失。抵針座內要安好塑料墊圈。
(2)準備吻合的腸管斷端應充分遊離並剝光至少2厘米。
(3)荷包縫合針距不超過0.5厘米,邊距2~3毫米,過多組織易嵌入吻合口,妨礙吻合,注意不要遺漏粘膜。
(4)根據腸壁厚度調節間距,以1~2厘米為宜。
(5)擊發前檢查胃、食管及鄰近其他組織,防止夾入吻合口。
(6)切割要快,終末加壓使縫釘成“B”型,爭取一次成功,如認為不確切可二次重切。
(7)退出吻合器要輕柔,並檢查被切下組織是否為一完整的環形。
基本信息
- 中文名
- 消化道吻合器
- 作用
- 用於胃腸手術
- 屬性
- 醫學縫合設備
- 注意事項
- 謹慎使用