共找到2條詞條名為低壓鑄造的結果 展開
- 用於生產鋁合金鑄件的鑄造方法
- 低壓澆注模具
低壓鑄造
用於生產鋁合金鑄件的鑄造方法
低壓鑄造是指鑄型一般安置在密封的坩堝上方,坩堝中通入壓縮空氣,在熔融金屬的表面上造成低壓力(0.06~0.15MPa),使金屬液由升液管上升填充鑄型和控制凝固的鑄造方法。這種鑄造方法補縮好,鑄件組織緻密,容易鑄造出大型薄壁複雜的鑄件,無需冒口,金屬收得率達95%。無污染,易實現自動化。但設備費用較高,生產效率較低。一般用於鑄造有色合金。
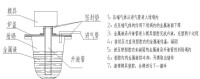
圖1 低壓鑄造原理
低壓鑄造生產工藝過程包括以下四道基本工序:
1)金屬熔煉及模具或鑄型的準備。
2)澆注前的準備:包括坩堝密封(裝配密封蓋),升液管中的扒渣,測量液面高度,密封性試驗,配模,緊固模具或鑄型等。
3)澆註:包括升液、充型、增壓、凝固、卸壓和冷卻等。
4)脫模:包括松型脫模和取出鑄件。
低壓鑄造可以採用砂型、金屬型、石墨型等,充型過程既與金屬型鑄造和砂型鑄造等重力鑄造有區別,也不同於高壓高速充型的壓力鑄造,具有如下優點:
1)純凈金屬液充型,提高了鑄件的純凈度。由於熔渣一般浮於金屬液表面,而低壓鑄造由坩堝下部的金屬液通過升液管實現充型,徹底避免了熔渣進入鑄型型腔的可能性。
2)金屬液充型平穩,減少或避免了金屬液在充型時的翻騰、衝擊、飛濺現象,從而減成少了氧化渣的形成。
3)鑄件成型性好,金屬液在壓力作用下充型,可以提高金屬液的流動性,有利於形成輪廓清晰、表面光潔的鑄件,對於大型薄壁鑄件的成型更為有利。
4)鑄件在壓力作用下結晶凝固,能得到充分地補縮,鑄件組織緻密。
5)提高了金屬液的收得率,一般情況下不需要冒口,並且升液管中未凝同的金屬可迴流至坩堝,重複使用,使金屬液的收得率大大提高,收得率一般可達90%,
6)生產操作方便,勞動條件好,生產效率高,易實現機械化和自動化、
低壓鑄造也有一些缺點,裝備和模具投資較大;在生產鋁合金鑄件時,坩堝和升液錯長期與金屬液接觸,易受侵蝕而報廢,也會使金屬液增鐵而性能惡化。
低壓鑄造設備一般由主機、液壓系統、保溫爐、液面加壓裝置、電氣控制系統及鑄型冷卻系統等部分組成。
(1)主機
低壓鑄造主機一般由合型機構、靜模抽芯機構、機架、鑄件頂出機構、取件機構、安全限位機構等部分組成。
(2)保溫爐
保溫爐主要有坩堝式保溫爐和熔池式保溫爐兩種。坩堝式保溫爐有石墨坩堝和鑄鐵坩堝兩種類型。熔池式保溫爐採用爐膛耐火材料整體打結工藝,硅碳棒輻射加熱保溫,具有容量大、使用壽命長、維護簡單的特點,極利於連續生產要求,被現代低壓鑄造機廣泛採用。
保溫爐與主機的連接有固定連接式和保溫爐升降移動式兩種,可根據生產工藝要求選用。
(3)升液管
升液管是導流和補縮的通道,它與坩堝蓋以可拆卸的方式進行密封連接,組成承受壓力的密封容器。在工藝氣壓的作用下,金屬液經升液管進行充型和增壓結晶凝固;卸壓時,未凝固的合金液通過升液管回落到坩堝,因此正確設計和使用低壓鑄造升液管非常重要。
(4)液面加壓裝置及其加壓規範
在低壓鑄造中,正確控制對鑄型的充型和增壓是獲得良好鑄件的關鍵,這個控制完全由液面加壓控制系統來實現。根據不同鑄件的要求,液面加壓系統應可以在工藝參數範圍內任意調節,工作要穩定可靠,結構要使維修方便。

基本信息
- 中文名
- 低壓鑄造
- 外文名
- low-pressure die casting
- 所屬學科
- 機械工程
- 主要用於
- 鋁合金鑄件的生產
- 應用
- 有色合金鑄造等
- 確定
- 生產效率低等
- 優點
- 無污染等