葉輪
衝動式汽輪機轉子的組成部分
葉輪既指裝有動葉的輪盤,是衝動式汽輪機轉子的組成部分,又可以指輪盤與安裝其上的轉動葉片的總稱。葉輪可以根據形狀以及開閉合情況進行分類。
GB/T7021-1986《離心泵名詞術語》
(離心泵的)葉輪——把能量傳給液體的具有葉片的旋轉體。
HG/T3186-1987《化工用離心式壓縮機名詞術語》
(離心式壓縮機)葉輪——是集中作功的元件,它由葉片、輪盤、輪蓋等零件所構成;氣體在其流道中獲得能量。
GB/T3858-1993《液力傳動術語》
(液力偶合器)葉輪——具有一列或多列葉片的工作輪。分離心葉輪、向心葉輪、軸流葉輪。
(軸流式壓縮機)葉輪——由動葉柵和輪盤組成的組合件,是轉子的主要部分。它是軸流式壓縮機中直接向氣體傳遞能量的部件。
HG/T3160-1987《攪拌設備名詞術語》

葉輪
離心泵葉輪主要有以下4種形式,(a)閉式;(b)前半開式;(c)後半開式;(d)開式
1—葉輪;2—后蓋板;3—輪轂;4—前蓋板;5—葉輪密封環;6—加強筋
閉式葉輪
由葉片與前、后蓋板組成。閉式葉輪的效率較高,製造難度較大,在離心泵中應用最多。適於輸送清水,溶液等黏度較小的不含顆粒的清潔液體。
半開式葉輪
一般有兩種結構:其一為前半開式,由后蓋板與葉片組成,此結構葉輪效率較低,為提高效率需配用可調間隙的密封環;另一種為後半開式,由前蓋板與葉片組成,由於可應用與閉式葉輪相同的密封環,效率與閉式葉輪基本相同,且葉片除輸送液體外,還具有(背葉片或副葉輪的)密封作用。半開式葉輪適於輸送含有固體顆粒、纖維等懸浮物的液體。半開式葉輪製造難度較小,成本較低,且適應性強,在煉油化工用離心泵中應用逐漸增多,並用於輸送清水和近似清水的液體。
開式葉輪
只有葉片及葉片加強筋,無前後蓋板的葉輪(開式葉輪葉片數較少2-5片)。葉輪效率低,應用較少,主要用於輸送黏度較高的液體,以及漿狀液體。
離心泵葉輪的葉片一般為後彎式葉片。葉片有圓柱形和扭曲形兩種,應用扭曲葉片可減少葉片的負荷,並可改善離心泵的吸入性能,提高抗汽蝕能力,但製造難度較大,造價較高。
煉油化工用離心泵要求葉輪為鑄造或全焊縫焊接的整體葉輪。焊接葉輪發展起來,多用於鑄造性能差的金屬材料(如鐵及其合金)製造的化工用特種離心泵。焊接葉輪的幾何精度和表面光潔度均優於鑄造葉輪,有利於提高離心泵的效率。
離心式葉輪類
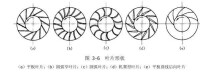
離心通風機葉輪的葉片形狀有單板型、圓弧型和機翼型等幾種。機翼型葉片具有良好的空氣動力學特性,效率高、強度好、剛度大。其缺點是,製造工藝複雜,並且當輸送含塵濃度高的氣體時,葉片容易磨損,葉片磨穿后,雜質進入葉片內部,使葉輪失去平衡而產生振動。平板型直葉片製造簡單,但流動特性較差,而平板曲線後向葉片與翼型葉片相比,除最高效率點附近效率低些外,其它工況點的效率是相當接近的。
前向葉輪類
葉輪
(a)平板葉片;(b)圓弧窄葉片;(c)圓弧葉片;(d)機翼型葉片;(e)平板曲線後向葉片
又稱工作輪。離心式壓縮機中惟一對氣流作功的元件。轉子上的最主要部件。一般由輪盤、輪蓋和葉片等零件組成。氣體在葉輪葉片的作用下,隨葉輪作高速旋轉,氣體受旋轉離心力的作用,以及在葉輪里的擴壓流動,使它通過葉輪后的壓力得到提高。
對葉輪的要求
(1)能給出較大的能量頭;(2)氣體流過葉輪的損失要小,即氣體流經葉輪的效率要高;(3)氣體流出葉輪時各參數合宜,使氣體流過後面固定元件時的流動損失較小;(4)葉輪型式能使級或整機性能曲線的穩定工況區及高效區範圍較寬。常分為閉式、半開式和開式葉輪。
在風力發電機組中,葉輪由輪轂和葉片組成。風經過葉輪,帶動葉輪轉動,從而帶動發電機轉動,將風能轉化為電能。此時,要求葉輪轉動時有足夠大的迎風面,以從風中提取足夠多的能量;同時,在風速過大時,要能夠自動調整葉片迎風角度,避免因受力過大而損壞機械。
葉輪的常用材料
鑄鐵,青銅,不鏽鋼,錳青銅,蒙乃爾合金,INCONEL,及非金屬材料。
非金屬材料成分
PPS塑料,酚醛樹脂等等。
風機葉輪的磨損與磨料的成分、粒度、濃度、形狀、衝擊速度、衝擊角度、氣體的化學成分、性質、溫度及濕度等因素有關。而葉輪內部氣體流動的不均勻性又加速了磨損。作為防止葉輪磨損的措施:一是減少進入風機的粉塵和腐蝕性氣體,為此必須得對風機運行系統進行改造;二是設法使局部磨損趨於均勻磨損,這就需要提高葉輪的耐磨性。若提高葉輪的耐磨性可採用高硬度和耐磨性好的材料。這不僅會給葉輪製造工藝帶來困難,而且從經濟角度來看也不合理。因此提高風機葉輪的表面質量,對葉輪磨損嚴重部位堆焊或噴焊(噴塗)耐磨層以及在葉片上加一層襯板以求達到耐磨是一種經濟合理的解決辦法。
塗覆防磨塗料
目主要防磨塗料有樹脂防腐耐磨塗料,橡膠防腐耐磨塗料,石英加水玻璃和陶瓷防腐耐磨材料等。
890耐磨化合物是一種用於修補和保護遭受磨蝕的金屬表面的陶瓷複合材料,這種化合物的耐磨性及與母材的結合力均較好。但890耐磨化合物塗覆厚度必須得達到6mm或再厚一些,這對一些窄流道或啟動要求較嚴格的轉子是不合適的,同樣,在葉片上加一層耐磨襯板來解決風機葉輪磨損也存在此類問題。
葉片表面堆焊
表面堆焊就是選用一定的堆焊焊條(或焊絲),手工電弧(或自動焊)堆焊在葉片易磨損的部位,來提高葉片表面質量,以保護葉片和提高葉片壽命。葉片堆焊焊條一般選用D217、D237、D317B、D707和D717等,D217和D237堆焊金屬屬於馬體鋼,有一定的抗磨損能力,但堆焊裂紋傾向較大。D317B堆焊材料是由大量碳化鎢(WC)顆粒分佈在金屬基體上構成的一種堆焊合金,由於WC熔點和硬度都很高,所以焊道金屬硬度也很高而且耐衝擊,硬度HRC≥60,堆焊金屬裂紋傾向較小。
表面噴焊(噴塗)
噴焊工藝是用熱源將自熔合金粉末噴射和熔融於工件表面並使其形成緻密的噴焊層的工藝。各噴焊耐磨粉末基本上都是採用Ni-Cr-B-Si系列的鎳基噴焊粉末。它們的噴焊層基本組織是Ni-Cr-Fe的固溶體,同時存在著大量硼的化合物和碳化鎢,這些WC顆粒均勻分佈在Ni基噴層中,這些顆粒是均勻而不連續,但可以形成一個硬度達HRC70的骨架。Ni基材料則填充在骨架中,在經受磨粒沖刷時,可以承受高度磨粒的磨損。噴焊表面硬度為HRC55~70,其基本成分為Ni60%+WC35%。
風機葉輪的腐蝕磨損主要是風機輸送介質中含有腐蝕性氣體引起的腐蝕及應力腐蝕。由於輸送介質不同引起的腐蝕種類也不同。為了防止腐蝕及葉輪腐蝕磨損的發生,通常採用以下措施:選用耐蝕作用強的不鏽鋼做葉輪材料;在葉輪表面上塗鍍或噴塗防腐層和提高葉輪表面質量以解決腐蝕磨損問題。
耐腐蝕磨損材料
奧氏體不鏽鋼(如1Cr18Ni9Ti)屈服強度低,不適宜製造轉速高的葉輪,適用於作為一般的低速風機防腐葉輪材料。在含有CO2等帶腐蝕性氣體及煙霧的介質時主要用Cr13類不鏽鋼,但應注意應力腐蝕,而要求耐蝕性強轉速高的風機葉輪則廣泛使用了馬氏體沉澱不鏽鋼,如0Cr17Ni4Cu4Nb及FV520B等。
葉輪耐蝕層的塗鍍
非晶鍍鎳—磷(Ni-P)合金是當今比較成功的一種表面防腐塗鍍方法。由於理想的非晶態結構和鍍層的合金特性,避免了晶界腐蝕和晶界缺陷,鍍層硬度為HRC50~70的Ni-P合金鍍層耐腐蝕、耐磨損及對鹽酸、硫酸、磷酸和燒鹼的耐蝕性強。
風機葉輪表面塗鍍非晶鍍鎳—磷(Ni-P)合金作為一種良好的耐腐蝕工藝方法。
葉輪耐蝕層的噴塗
風機葉輪耐蝕性噴塗有表面熱噴塗及等離子噴塗等。噴塗材料有鎳及鎳合金絲、粉;不鏽鋼絲、粉等。鎳及鎳合金噴塗層對氫硫酸、磷酸、氰化氫酸、氫氟酸、醋酸、硫酸亞鐵溶液和乾燥氣等介質,耐腐蝕性較好,但對鹽酸、硝酸、醋酸鉀、亞硫酸等介質,耐腐蝕性則不好。
不鏽鋼中的奧氏體不鏽鋼用於熱噴塗較多,如1Cr18Ni9Ti,具有良好的工藝性,在多數氧化性介質和某些還原性介質中有較好的耐蝕性。
風機葉輪耐蝕性還有其他一些方法,比如橡膠防腐塗料,環氧樹脂塗料等。風機葉輪的耐磨與防腐方法較多,受風機運行系統工況條件及葉輪製造工藝方法不同的限制,風機葉輪的耐磨與防腐方法各企業也有差異。
所謂的副葉輪流體動力密封是指在泵的葉輪后蓋板背面附近同軸反方向安裝一開式葉輪。當泵工作時,副葉輪隨泵主軸一起旋轉,副葉輪中的液體也會一起旋轉,轉動的液體會產生一個向外的離心力,這個離心力一方面頂住流向機械密封處的液體,降低了機械密封處的壓力。另一方面阻止介質中的固體顆粒進入機械密封的摩擦副中,減少機械密封磨塊的磨損,延長了其使用壽命。
副葉輪除了起到密封作用外,還可以起到降低軸向力的作用,在潛污泵中軸向力主要是由液體作用在葉輪上的壓差力和整個轉動部分的重力所組成,這兩個力的作用方向是相同的,合力是由兩個力相加而成。可以看出,在性能參數完全相同的情況下,潛污泵的軸向力比一般卧式泵要大,而平衡難度比立式泵要難。所以在潛水排污泵中,軸承容易損壞其原因也是與軸向力大有著很大的關係。
葉輪
而如果安裝了副葉輪,液體作用在副葉輪上壓差力的方向是與上述兩力的合力相反的,這樣可以抵消一部分軸向力,也就起到了延長軸承壽命的作用。但是使用副葉輪密封系統也有一個缺點,那就是在副葉輪上要消耗一部分能量,一般在3%左右,但是只要設計合理,完全可以把這部分損失降低到最低限度。
基本信息
- 中文名
- 葉輪
- 外文名
- Impeller
- 屬性
- 機械零部件
- 分類
- 閉式、半開式、開式
- 特點
- 根據形狀及開閉合情況進行分類
- 性質
- 衝動式汽輪機轉子的組成部分
- 類型
- 裝有動葉的輪盤