勻墨輥
勻墨輥
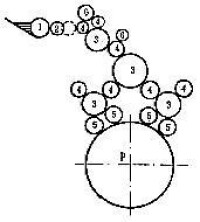
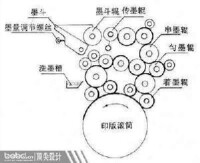
勻墨輥(ink distributing roller)是傳遞和碾勻油墨的輥。在膠印印刷過程中油墨傳遞過程一般是墨斗輥將油墨從墨斗中傳出,傳給傳墨輥,然後勻墨輥把來自傳墨輥的油墨延展成均勻的薄膜,再經著墨輥傳遞到印版上。人們把油墨從墨斗輸出,經傳墨輥,一直傳遞到著墨輥,這一過程所經過的最短傳遞路線,稱為墨路。油墨在墨輥間的傳遞,是由相鄰兩個墨輥上的墨層相接觸,然後分離來完成的。在輸墨裝置中的墨輥,勻墨輥、串墨輥、著墨輥的表面線速度都是相同的,墨斗輥和傳墨輥例外。
為了弄清楚在墨斗輥上形成墨層的過程會導致印刷品密度發生什麼樣的變化,
勻墨輥
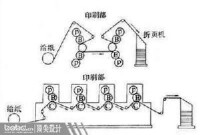
在大多數平版印刷機上,油墨都是從墨斗里被送進輸墨系統中。墨斗里有一墨斗輥和帶撓性的刀板。墨斗輥既可以連續轉動,也可以間歇轉動。墨斗輥轉動時,擠壓油墨使其從墨斗輥和墨刀片之間通過,從而在墨斗輥上形成墨層,然後通過傳墨輥將墨斗輥上的墨層輸送到勻墨系統中。調整墨斗螺絲,改變撓性墨刀對墨斗輥的間隙,便可以控制橫向進墨量。由於墨斗里有油墨,產生一種靜壓力。又由於墨斗輥轉動,油墨的這種靜壓力與墨刀的彎曲應力相抗衡。這兩種力之間的平衡程度決定著墨刀的彎曲度,從而也決定著墨斗輥上的墨層厚度。當調整螺絲的位置保持固定時,彎曲應力保持不變,但油墨壓力卻因其它原因會有變化。 1.流體壓力隨著油墨粘性而變:粘性越高,壓力越大,墨斗輥上的墨層越厚。
2.在印刷過程中,油墨粘性主要受溫度變化的影響。墨斗中的溫度升高,墨斗輥上墨層變薄。
3.已經發現,墨斗中的流體壓力是墨斗輥的表面速度的線性函數,或者說與墨斗輥的分級能力成正比。這就是說,在間歇式轉動的墨鬥上形成的墨層厚度圖,其形狀與轉動速度圖相同。印刷機速度改變時,墨斗輥的速度也發生改變,從而使墨斗輥上的墨層厚度發生變化。
4.靜壓力與墨斗輥上的墨層厚度都依賴於墨斗中的油墨量。墨量越小,這

勻墨輥
勻墨輥
(1)假如在傳墨輥之前以及在傳墨輥之後測量墨層厚度的話,那麼便可根據這兩種測量結果的差數計算出傳遞到勻墨系統以及傳遞到紙上的實際油墨量。
(2)假設被傳遞的墨量與墨斗輥上墨量之間的傳遞比例變化不大,那麼,只須測量墨刀帶出來的墨量,墨斗輥上的墨層厚度便完全可以控制上墨量。
當墨層厚度控制系統需要形成閉合反饋環路的時候,上述兩項測量是重要的。例如:在捲筒紙膠印機上,調整墨刀和測量被調整的墨層厚度之間的延遲時間,最多不超過印刷機的10轉。把測量點上墨層厚度完全調整好的時間可能會稍長一些。
在墨斗輥上,油墨的含水量很小。因此,水墨平衡對墨層厚度測量結果的影響也最小。如果墨斗中進入了一些水,則會使測量結果發生變化。
油墨到達墨輥上而又沒有發生輥隙分裂現象的唯一位置是在傳墨輥之前。分裂現象引起墨層表面凹凸不平,可能會使測量結果發生差異。這時應在勻墨系統中進行測量,即通過與勻墨系統中的一根與墨輥相接觸的檢測輥進行測量。墨斗輥上墨層厚度是墨輥上5~10倍,因此,測量結果並不需要絕對準確。
當用木漿紙印刷時,墨輥逐漸被紙毛糊滿,這種現象的確是個大問題。但在墨斗輥上,這個問題並不重要。
另一方面,如果其它輥隙中的分裂常數改變,可能會引起勻墨系統的一根輥子上的測量結果改變,但不影響在墨斗輥上得到的測量結果。
勻墨輥
本實驗的目的是在AlC2-5型IGT印刷適性儀上,用三原色膠印油墨,以定量的油墨,規定的印刷壓力,對測試紙條進行印刷,通過電子天平稱量印刷盤和測試紙條上油墨傳遞的變化,分析和驗證實際印刷中油墨的傳遞規律。
①AlC2-5型IGT印刷適性儀
②1cm寬度印刷金屬盤
③電子天平
④印刷試驗紙條
⑤試驗油墨
⑥加墨器
⑦汽油、擦布等

勻墨輥
1、試樣預處理
選取試樣,並對所取試樣應依次編號,標明縱、橫向,光面或毛面。紙樣保持平整,紙樣的試驗方嚮應與實際印刷方向相符,並做恆溫恆濕處理,使紙樣達到水分平衡,一般的紙張至少在實驗室環境下放置12小時,紙板放置24小時,取縱向條正、反面各5條,測試結果取平均值。
勻墨輥
2、標定試樣和編號
將用於印刷的測試條編號,用電子天平稱其重量,並記錄在測試條背面待印。
(1)安裝試條
將夾頭轉至適當的位置,右手拿試條,左手下按夾頭的尾鐵,將試條插進夾頭內,讓紙條伸展,貼緊扇形端面。
(2)印刷加墨
印刷盤上墨是在勻墨機構上進行
①按下按鈕,電機轉動,將操作手柄移至最低位置。用雙手將勻墨裝置滑入
勻墨輥
③勻墨6-8分鐘,印刷盤就可以上墨。將印刷盤置於支架上,並傾斜它,使之與膠輥接觸,印刷盤上墨90秒。
上墨方法操作順序是:兩邊同時加墨,勻墨8分鐘,印刷盤先在左邊上墨45秒,接著取下印刷盤,再在右邊上墨45秒鐘,然後取下印刷盤用於印刷。每印刷5條後進行一次墨量補充,補充墨量時,勻墨3分鐘,按上述順序上墨印刷。
印刷操作
(1)把已粘上油墨的印刷盤套在印刷軸上,並把裝有試條的扇形塊置於開始位置,指示燈亮,向後轉動上印刷盤升降器。
(2)順時針轉動上印刷軸印刷壓力調整器,將壓力調整至所需壓力,(印刷壓力可從印刷盤印刷壓力表讀出。)
(3)右手按下馬達啟動按鈕,等速度表指針到達所需速度后,左手按下扇形啟動按鈕,待扇形塊運轉停止后,先放開左手,再鬆開右手。
(4)壓下夾頭取出試條,完成第一次印刷。
(5)取下印刷盤,用汽油洗凈殘餘油墨,擦乾重新上墨,重複上述操作,進行第二次印刷試驗。
1)將油墨在勻墨器上打勻;
2)用電子天平將1㎝的印刷盤稱量並記下其重量;
3)將待印的試紙條進行編號,用天平稱量其重量並記錄

勻墨輥
4)對印刷盤進行著墨,再用電子天平對已著墨的印刷盤稱量並記下其重量;
5)裝夾測試紙條並進行印刷;
6)對已印過的試紙重新進行稱量並記錄稱量值。
著墨率是指每根著墨輥向版面提供的墨量與所有著墨輥向版面提供的總墨量之比。
油墨轉移率:設印刷盤上的墨量為x,轉移到紙上的墨量為y,則油墨轉移率:
油墨轉移率表示紙上得到的墨量與印版上墨量之比;油墨轉移係數則表示轉移的墨量與印版上存留墨量之比。
按以上操作步驟,每次加墨后至少印5張試條以上,並對每次的測量值進行記錄。
1、膠印墨輥間的墨膜分配規律是什麼?
2、通過實驗分析影響油墨轉移的因素有哪些?
3、計算油墨轉移率和油墨轉移係數。
1) 試條印刷完畢,立即將壓力調回至零。
2) 馬達啟動后,待速度表指針穩定后,方可進行下一步操作。
3) 重新啟動馬達時,速度表指針必須回零后,方能進行。
4) 注墨管要緩緩旋轉,以免超過計量位置:油墨擠壓如有汽泡,須重新裝置。
5) 本實驗室嚴禁煙火。實驗完畢要清洗乾淨儀器和工具。
6) 實驗過程要按要求操作,防止油墨粘污衣服和實驗場地。
