熔噴法
熔噴法
熔噴法藉助高速熱氣流使剛擠出的高聚物熔體迅速高倍拉伸固化成形的紡絲方法。優點是工藝流程短,可以紡絲直接製成無紡織物。
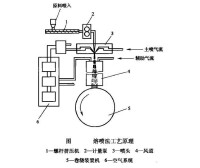
圖 1
熔體準備→過濾→計量→熔體從噴絲孔擠出→熔體細流牽伸與冷卻→成網
模頭組合件是熔噴生產線中最關鍵的機械,由聚合物熔體分配系統模頭系統、拉伸熱空氣管路通道以及加熱保溫元件等組成。
熔噴模頭組合件的模頭系統通常由底板、噴絲頭、氣板、加熱元件等組成,是整個組合件中的重要部分。熔噴法非織造布的均勻度與模頭設計、製造有密切關係。通常熔噴模頭的加工精度要求很高,因此熔噴模頭製造成本較昂貴。
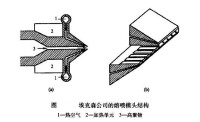
圖 2
該結構的特點是,可得到較大的噴絲孔長徑比,模頭清潔較方便,但是加工精度和裝配精度要求高。噴絲頭噴絲孔呈單排排列,常用直徑為0.2~0.4mm,長徑比應大於10,孔距為0.6~1.0mm。噴絲孔的加工方法有機械鑽孔、電弧深孔及毛細管焊接加工等。常用的拉伸熱空氣風道夾角為60°,也有設計成90°或30°的。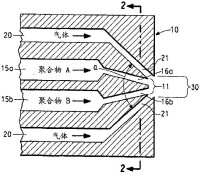
熔噴法
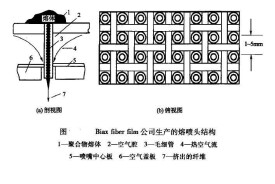
美國Biaxfberflm公司開發出一種具有多排噴絲孔並列排列的熔噴機械,如圖3所示,其熔噴系統結構緊湊,熔噴模頭系統的加熱依靠牽伸熱空氣,沒有其他的電加熱裝置,設備投資較小。此熔噴頭的特點是採用毛細管擠出熔體。聚合物熔體1經過穿過空氣腔2的毛細管3,由空氣板的開孔處擠出。在此區域由熱空氣向聚合物的熱轉移十分有效。毛細管噴絲孔可有1~4排,毛細管間距約1.5mm,因此11.4cm寬的紡絲板可有22~448隻孔。一組紡絲板可有8塊紡絲板,每塊板都有一隻多管輸出的行星泵輸人相同數量的聚合物,而每塊紡絲板的空氣輸人量可單獨調節。幾組紡絲板可並列安裝,形成所需寬度的生產裝置。
聚合物熔體從毛細管中擠出,空氣腔中的牽伸熱空氣從篩網與毛細管組成的縫隙中噴出,並將從毛細管中擠出的聚合物熔體牽伸成超細纖維。由於採用多排噴絲孔,大大提高了生產速度,增加了產量。工作寬度較大時,配置多個計量泵,以保證熔噴纖網單位面積質量的均勻性。該系統通過更換模頭,可生產纖維直徑為1~50μum的熔噴法非織造布。若模頭工作寬度為50.8cm時,產量為300kg/h(纖維直徑為10μm)。
基本信息
- 中文名
- 熔噴法
- 外文名
- Melt blown method
- 拼音
- róng pēn fǎ
- 應用
- 制蓄電池隔板、超細過濾材料