印染加工的第一個工序是退漿。退漿一方面要求退得凈,同時不損傷纖維,另一方面要求退漿廢水對環境的污染小,易處理。在退漿過程中,退漿率是衡量退漿是否徹底的唯一指標。
退漿率的計算公式=(退漿前織物漿料-退漿后織物漿料)/退漿前織物漿料

tegewa對照卡
對於澱粉漿或PVA漿,比較簡便的方法便是德國的TEGEWA標準色卡,該比色卡共分9級,1級最差,9級最好,一般達到7級以上就認為退漿率良好。該比色卡最大的特點就是方便快捷,適用於工廠現場快速檢測。
稱重法的計算公式:(退漿前的織物重量-退漿后的織物重量)/退漿前的織物重量
很明顯,該計算退漿率的方法,適用於任何漿料,特別是不清楚織物什麼漿料的前提下,無需辨別織物的漿料類型,即可直接稱重並計算。

退漿率
該方法的誤差也較大,特別是對於高溫強鹼條件下的退漿工藝,織物的纖維不可避免的損失,導致退漿率計算產生誤差。

索氏提取
萃取法是一種定量計算退漿率的方法,前提條件是確定織物的漿料類型。在確定織物的漿料類型后,將退漿前後的織物的漿料萃取,對萃取的退漿殘液顯色(如
澱粉漿可用碘與
碘化鉀),通過
分光光度計測量其分光係數,並與標準漿料濃度曲線圖比對,獲得織物上漿料的總量。
該種方法過程繁瑣,但是比較準確的反應真實的退漿率。
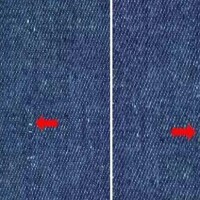
染色疵點
退漿不徹底會對後續染色加工產生不良影響,退漿率低的位置會出現染色不透,該位置得色淺,肉眼觀察即會看到淺色斑點,特別是深色織物更為明顯。
提高退漿率,首先從工藝入手,比如前後多加一道熱水洗,或者
片鹼的量高一點,如果不能解決問題的,再考慮加退漿劑。對於
澱粉漿可選用
澱粉酶,對於化學類漿料如
PVA漿,可選用
脂肪酸甲酯乙氧基化物磺酸鹽FMES作為高效退漿劑。
