中心孔
中心孔
中心孔就是用於確定工件中心所加工的工藝孔。大多數軸類零件都帶有中心孔其主要作用有兩點:一是加工時作為工件的定位基準;二是承受工件的自重和切削力。
中心孔是機械加工過程中一般在工件幾何中心所打的孔,用於工件的裝夾、檢驗、裝配定位的工藝基準。
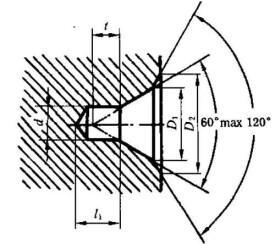
中心孔是軸類工件在頂尖上安裝的定位基面。中心孔的錐孔與頂尖上的錐面相配合;里端的小圓孔,為保證錐孔與頂尖錐面配合貼切,並可存儲少量潤滑油。
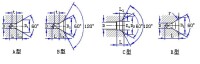
不同型號中心孔
A型不帶護錐中心孔:精度要求一般;當工件在一台機床上加工,去掉中心孔使用。
B型帶護錐中心孔:精度要求較高工序多的工件;當零件在數台車床上加工,或中心孔須保留在零件上,或當加工零件毛坯總重量超過5噸時用。
C型帶螺紋中心孔:需要把其他零件軸向固定軸上的時候用C型中心孔。
R型弧形中心孔:適用於輕型和高精度的軸;主要用於軋棍等重要零件上。
選用中心孔的大小與軸端最小直徑、工件最大重量、工藝要求有關。
中心孔作為工藝基準,一般是用於工件的裝夾、檢驗、裝配的定位;數控軸加工中的軸向尺寸是靠編程和手動來定位的。同時中心孔可以承受工件的自重和切削力。
中心孔作為定位基準
在中心孔加工時,工藝方法主要從提高圓錐面質量和加工效率兩個方面進行編製的,所以根據軸類零件的不同精度等級的要求和企業的生產現狀,確定加工中孔的工藝方法如下:
(1)零件標準公差等級要求為IT10-IT12時,其標準公差值在0.04-0.012mm之間。中心孔的工藝為:車外圓—車端面—鑽中心孔。
(2)零件標準公差等級要求為IT8-IT9,其標準公差值在0.014-0.036mm之間,中心孔的工藝為:車外圓—車端面—鑽中心孔—車端面—鑽中心孔—熱處理—研中心孔圓錐面。
(3)零件標準公差等級要求為IT6-IT7,其標準公差值在0.006-0.012,中心孔的工藝為:粗車—熱處理—(調質)—車外圓—車端面—鑽中心孔—車端面—鑽中心孔—粗研中心孔圓錐面—熱處理—中心孔圓錐面。
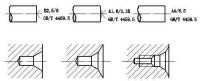
中心孔的標註
對於已經有相應標準規定的中心孔,在圖樣中可不繪製詳細結構,只需注出其代號,如圖所示。如同一軸的兩端中心孔相同,可只在其一端標出,但應注出其數量。如需指明中心孔的標準代號時,則可標註在中心孔型號的下方。
基本信息
- 中文名
- 中心孔
- 外文名
- centre bore
- 作用
- 定位基準,保證精度
- 應用領域
- 機械工程
- 重要尺寸
- 大徑,小徑
- 型號
- A,B,C,R