G32
計算機學名詞
G32為模態G指令;螺紋的螺距是指主軸轉一圈長軸的位移量(X軸位移量則按半徑值);起點和終點的X坐標值相同(不輸入X或U)時,進行直螺紋切削;起點和終點的Z坐標值相同(不輸入Z或W)時,進行端面螺紋切削;起點和終點X、Z坐標值都不相同時,進行錐螺紋切削。
刀具的運動軌跡是從起點到終點的一條直線,從起點到終點位移量(X軸按半徑值)較
大的坐標軸稱為長軸,另一個坐標軸稱為短軸,運動過程中主軸每轉一圈長軸移動一個導程,短
軸與長軸作直線插補,刀具切削工件時,在工件表面形成一條等螺距的螺旋切槽,實現等螺距螺
紋的加工。F、I指令字分別用於給定公制、英制螺紋的螺距,執行G32指令可以加工公制或英制等
螺距的直螺紋、錐螺紋和端面螺紋和連續的多段螺紋加工:
G32 X(U)_ Z(W)_ F(I)_ J_ K_ Q_
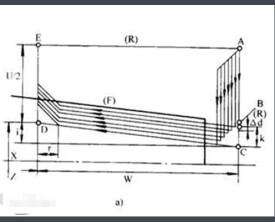
F:公制螺紋螺距,為主軸轉一圈長軸的移動量,取值範圍0.001~500 mm,F指令值執行后保持有效,直 至再次執行給定螺紋螺距的F指令字。 I:每英寸螺紋的牙數,為長軸方向1英寸(25.4mm)長度上螺紋的牙數,也可理解為長軸移動1英寸(25.4 mm)時主軸旋轉的圈數。取值範圍0.06~25400牙/英寸,I指令值執行后保持有效,直至再次執行給 定螺紋螺距的I指令字。 J:螺紋退尾時在短軸方向的移動量(退尾量),取值範圍-9999.999~9999.999(單位:mm),帶正負方向;如果短軸是X軸,該值為半徑指定;J值是模態參數。 K:螺紋退尾時在長軸方向的長度。取值範圍0~9999.999(單位:mm),如果長軸是X軸,則該值為半徑指 定;不帶方向;K值是模態參數。 Q:起始角,指主軸一轉信號與螺紋切削起點的偏移角度。取值範圍0~360000(單位:0.001度)。Q值 是非模態參數,每次使用都必須指定,如果不指定就認為是0度。
• ● J、K是模態指令,連續螺紋切削時下一程序段省略J、K時,按前面的J、K值進行退尾,在執行非螺紋 切削指令時取消J、K模態; ● 省略J或J、K時,無退尾;省略K時,按K=J退尾; ● J=0或J=0、K=0時,無退尾; ● J≠0,K=0時,按J=K退尾; ● J=0,K≠0時,無退尾; ● 當前程序段為螺紋切削,下一程序段也為螺紋切削,在下一程序段切削開始時不檢測主軸位置編碼器 的一轉信號,直接開始螺紋加工,此功能可實現連續螺紋加工。 ● 執行進給保持操作后,系統顯示“暫停”、螺紋切削不停止,直到當前程序段執行完才停止運動;如 為連續螺紋加工則執行完螺紋切削程序段才停止運動,程序運行暫停。 ● 在單段運行,執行完當前程序段停止運動,如為連續螺紋加工則執行完螺紋切削程序段才停止運動。 ● 系統複位、急停或驅動報警時,螺紋切削減速停止。
基本信息
- 類型
- 模態G指令
- 螺距
- 主軸轉一圈長軸的位移量
- 運動軌跡
- 從起點到終點的一條直線
- 外文名
- G32