氣門導管
氣門導管
氣門導管是汽車發動機氣門的導向裝置,氣門導管是對氣門起導向作用,並使氣門桿上的熱量經氣門導管傳給汽缸蓋。
氣門導管的功用是對氣門的運動導向,保證氣門做往複直線運動,使氣門與氣門座圈能正確貼合,並將氣門桿的熱量傳給氣缸蓋。
氣門導管的工作溫度也較高,約200℃。氣門桿在導管中運動時,僅靠配氣機構飛濺出來的機油進行潤滑,因此容易磨損。所以多用具有自滑性能的球墨鑄鐵或粉末冶金材料製成單獨零件,以一定的過盈壓入氣缸蓋上的氣門導管座孔中,防止脫落。有些發動機為了防止氣門導管鬆脫,採用卡環對導管進行固定與定位。
氣門導管的下方伸入到進排氣道內,為了防止對氣流造成阻力,伸入端的外圓做成圓錐形。氣門導管與氣門桿之間留有0.05~0.12mm的間隙,使氣門桿能在導管內自由運動。
氣門導管對在其內做往複運動的氣門起支撐導向作用,保證氣門與氣門座能正確貼合,並起導熱作用。
氣門導管有整體式和鑲入式兩種。整體式氣門導管在氣缸蓋中直接加工出氣門桿孔。鑲入式氣門導管在氣缸蓋內的導管孔內過盈壓入一根圓柱形管,過盈量為0.015~0.065mm。
有些氣門導管外圓柱面加工有環槽,鑲入卡環進行定位,限制下端深入氣道中的深度,並防止松落。
氣門桿與氣門導管之間一般留有0.05~0.12mm的配合間隙。它們之間靠氣門傳動件飛濺出來的機油進行潤滑。
若氣門桿與氣門導管間隙太小,則易導致氣門桿卡咬、密封不良,會引起氣門燒損,使動力性、經濟性、排放性下降等。
若氣門桿和氣門導管間隙過大,則會引起下列不正常現象:
①氣門落座不平穩,密封性下降,並加速磨損,導致氣門燒損,動力性、經濟性、排放性下降等。
②進氣系統漏氣,使汽油機混合氣變稀。
③過多的機油通過間隙向下滲流到燃燒室或氣道中(尤其在進氣過程中),導致機油消耗增大,冒藍煙,加速積炭的形成。
④排氣行程中廢氣通過排氣門桿與氣門導管間隙進入曲軸箱。
⑤當排氣口處壓力低於曲軸箱內壓力時,機油通過排氣門桿與氣門導管間隙泄漏到排氣口。
起動時冒藍煙的原因往往是排氣門導管間隙太大,停機時機油通過排氣門導管間隙滲漏下去進入燃燒室和黏附在排氣歧管上,起動時被燒掉。這種現象會隨著發動機溫度的升高而減輕或消失。
氣門油封的作用就是防止過多的機油通過氣門導管和氣門桿的間隙滲流到燃燒室或進、排氣道內。它是一隻橡膠密封圈,安裝在氣門導管上端。若氣門油封損壞,則將有過多的機油通過氣門與氣門導管間隙向下滲流人燃燒室或氣道,導致機油消耗量增大,伴隨著排氣冒藍煙,加速氣門及燃燒室內積炭的形成。
氣門導管更換方法分為有凸緣氣門導管的更換和無凸緣氣門導管的更換兩種。
有凸緣氣門導管
氣門導管
換無凸緣氣門導管
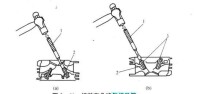
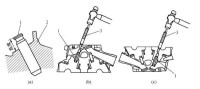
在拆缸氣門導管之前,用遊標卡尺測量出其露出部分的高度,並作好記錄。將氣缸蓋放在恆溫箱里加熱至100-150℃時,取出並支起氣缸蓋,用氣門導管拆裝工具將氣門導管朝凸輪軸一側打出;然後用氣門導管拆裝工具將新的氣門導管從凸輪軸一側打入,並邊測量氣門導管露出部分的高度,邊一點點地將新的氣門導管打入,直至符合規定要求為止;待氣缸蓋冷卻后,向氣門導管內孔里滴些切削油,用氣門導管鉸)J對氣門導管進行修整,以得到合適的氣門桿與氣門導管配合間隙;最後用汽油或煤油將氣缸蓋徹底地清洗乾淨即可安裝使用。
氣門導管
(1)氣門導管的工作環境:氣門導管是氣門往複運動的導向件,氣門頭所受的熱量通過氣門桿傳給導管,再傳給缸蓋散熱。氣門導管除承受溫度外,還承受氣門傳動機構傳給氣門桿、又通過氣門桿作用到氣門導管上的側壓力。同時,氣門桿與氣門座構成的運動副之間沒有潤滑油,是干摩擦,摩擦力較大,磨損較大,使運動副之間的間隙更大。過大的配合間隙使氣門運動失去導向作用,氣門往複運動時歪歪斜斜,使氣門座與氣門之間不密封,從而漏氣,動力下降,油耗增高,排放差,散熱差。
(2)氣門導管的技術條件:從氣門導管工作條件可知,氣門導管的材料必須散熱良好、耐磨。①導管材料:一般是選中碳鋼,硬度40~45HRC。②採用相對缸蓋中心線呈V形布置。這種布置能使缸蓋中間水腔增大,加強冷卻,同時,能使燃燒室設計更緊湊、氣門頭直徑增大,排氣更暢,進氣更充分。③氣門導管的過盈量必須選擇合適。過盈量太小會使導管鬆動,漏機油到燃燒室;過盈量太大會使缸蓋在壓入導管時脹裂。過盈量一般選為0.027~0.045mm。④壓入導管:A.將缸蓋均勻加熱到80℃~100℃,並將氣門導管冷卻到- 40℃。B.快速安裝沖棒,將導管壓入缸蓋上導管孔。導管上端露出缸蓋盆形槽內面時,必須按廠規定值的伸出量。不可伸出量過多,否則影響氣門彈簧工作。在導管長度一定時,導管上端伸出太短,意味導管下端可能會伸入到氣道,會影響進排氣。C.導管壓人後,按規定鉸削內孔,粗糙度為Ral.6~0.8μm。粗糙度不可高,因為,導管與氣門配合間隙無潤滑油潤滑。為防止機油從導孔與氣門之間的間隙漏入燃燒室,應在導管上端裝氣門油封。

基本信息
- 中文名
- 氣門導管
- 外文名
- Valve guide
- 定義
- 汽車發動機氣門的導向裝置
- 作用
- 保證氣門做往複直線運動
- 學科
- 交通工程
- 結構
- 整體式和鑲入式
- 屬性
- 汽車零配件