裁斷機
裁斷機
裁斷機是一些輕工行業不可缺少的設備。傳統觀念,裁斷機是藉助於機器運動的作用力加壓於刀模,對非金屬材料進行沖型加工的機器。近代的裁斷機發生了一些變化,開始將高壓水束、超聲波等先進技術用於皮革沖切技術中,但人們仍然將這些設備歸納在裁斷機類的設備中。
裁斷機危險場所及安全對策
裁斷機英文名CUTTINGMACHINE 又叫裁床、裁斷沖床、下料機、模壓機、模切機、裁料機、開料機、落料機等。
裁斷機生產標準:HG/T 2420-1993
裁斷機使用範圍:適合發泡材、紙板、紡織物、塑膠材料、皮革、橡膠、包裝材料、地板材料、地毯、玻璃纖維、軟木等非金屬物料通過刀模藉助機器產生的衝壓力實現物料的沖切裁斷。
自動化程度高的裁斷設備有:由電腦控制的移動頭式裁斷機、激光裁斷機(振蕩刀具)、高壓水束切割機和電腦裁斷機等。另外,義大利和英國USM公司生產一種投影裁斷機,這種設備的下料台上設有振蕩型刀具及目視觀察裝置,用於對皮革進行輪廓掃描,或在皮革上進行投影以引導裁斷工安排下料樣板在皮革上的套排。
一、根據它們的傳動方式、結構和用途
1、按照傳動形式分:
A、機械傳動裁斷機:是比較老型的機器。
B、液壓傳動裁斷機:是現代比較通用的裁斷機,根據年代可細劃分為第一代平面導軌式液壓裁斷機,第二代普通四柱液壓裁斷機,第三代精密四柱液壓裁斷機及龍門移動式液壓裁斷機。
C、全自動滾壓式裁斷機:用三文治的方法進行加工整張皮料或者紡織品等。
D、電腦控制水束裁斷機:是現代比較先進的裁斷機,無須使用刀模,根據輸入程序進行裁斷。沖切源為高壓水束髮生器。
E、電腦控制超聲波裁斷機:控制形式與水束裁斷機相似,沖切源為超聲波發生器。
2.按照結構方式分:
A、搖臂式裁斷機:沖切部件為可以擺動的搖臂,適合於皮革、天然材料及人造革等非金屬材料的沖切。

title

液壓平面裁斷機

title
3、按照加工部件用途分:
A、專用裁斷機:適合於泡罩加工的吸塑裁斷機。
B、卧式裁斷機:適合於加工輪胎材料。
二.機械傳動裁斷機
一般機械傳動的裁斷機速度較快,運轉穩定(調整好后,衝程下限不會發生變化),沖切力較大;其最大的缺點是噪音較大。所以自60年代以來逐步為液壓傳動的裁斷機所代替。
三、液壓傳動裁斷機
判斷液壓裁斷機功能的主要依據是:沖切力大小和沖切速度。沖切力很大,但沖切速度很低,或者沖切速度很高,但沖切力很小的機器,都不能順利地完成沖切任務。對於機械傳動的裁斷機一般沖切速度都較高,約為250次/分;其沖切速度是變值,平均沖切速度為:200毫米/秒。液壓裁斷機的沖切速度一般為:大於75毫米/秒。
機械傳動的裁斷機和液壓傳動的裁斷機不同點,主要由兩種傳動的不同的特性所決定的:機械傳動是剛性傳動,而液壓傳動確有一定的柔性。
液壓裁斷機的特點是:當沖切頭通過刀模作用於被加工物的瞬時,作用油缸內的壓力並未達到額定壓力,壓力將隨著接觸(切入工作物)的時間增加而增加,直到電磁換向閥接收到信號,換向閥換向,沖切頭開始複位;這時油缸內的壓力由於受到進入油缸的壓力油時間的限制,可能並未達到設定的額定壓力值;也就是說,系統壓力未達到設計值,沖切就已經完成。

自適應搖臂下料機
1.機械傳動的裁斷機,雖然還有廠家在繼續生產,一些小型、個體廠商仍在使用,但這種形式的裁斷機勢必將被淘汰。
2.液壓傳動的裁斷機,現在仍然處於主流地位。在液壓裁斷機中,大量被採用的是噸位在8-20噸的搖臂式裁斷機。平板式和龍門裁斷機多數用於比較大型的生產廠家,更適合於對皮革、人造非金屬材料的沖切。
3.全自動裁斷機在我國已經開始使用,由於製造業工業現代化程度的提高,在不久的將來可能會有一定的市場。但在近期,它將不可能替代液壓裁斷機。
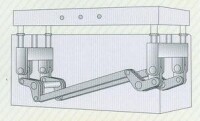
精密四柱裁斷機內傳動機構矢量圖
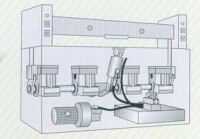
平面式裁斷機內部結構
液壓平面裁斷機傳動機構圖賞析:
裁斷機的英文名稱為Cutting Maching,意思是切割機。是一種在工業生產中用來沖裁各種柔性物料的加工機器。
這種機器根據各地的習慣匹配了很多不同的稱呼。在國外,人們稱其為切割機;在台灣,人們根據其英文的譯音同漢語意思的巧合稱為裁斷機;在香港,人們根據其功能而稱其為啤機;在大陸,人們又根據其用途稱為下料機。
在中國沿海地區,對這種產品另外還有些相應的稱呼。如廣東人稱其為裁床,福建人稱其
為沖床,溫州人稱其為落料機,上海人稱其為裁料機,還有些地方稱其為開料機,沖裁機,鞋機等等。所有這些稱呼就自然形成了裁斷機的關鍵字。其實,現在大多數人還是習慣稱其為裁斷機。
裁斷機的用途
在工業生產中,裁斷機用途非常廣泛。其功能主要是利用成型刀模,通過沖裁動作而獲得人們所需的片材或半成品。
適用於加工各類皮革、布料、紡織物、塑膠、橡膠、紙板、毛氈、石棉、玻璃纖維、軟木、其它合成材料等柔性片狀物料。廣泛應用於皮革及製鞋、手袋及箱包、手套及帽子、工藝及絲花、繡花、拼圖及制卡、吸塑與包裝、印刷與紙品、文具、塑膠化工、汽車和電子等及其它輕工產業。
1》裁刀設定時,一定要先放鬆設定手輪,使設定桿接觸到裁斷點控制開關否則裁刀設定開關轉至ON時,無法產生設定的動作。
2》工作時裁刀盡量置於上壓板之中央位置,以免造成機械之單邊磨損,影響其壽命。
3》更換新裁刀,如高度不一樣時,請依設定方法,重新設定。 4》裁斷動作時,手請離開裁刀或斬板,嚴禁用手去扶助刀模而來裁斷,以免危險。
5》操作人員如需暫離位置時,請務必關掉馬達開關,以免他人不當操作而損壞機台。
6》請避免超負荷使用以免損壞機器而減少使用壽命。
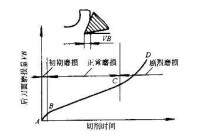
裁斷機刀具正常磨損過程的典型磨損曲線
1、初期磨損階段
裁斷機的刀具初期磨損過程較快,時間短。一把新刃磨的刀具表面尖峰比較突出,在與切屑相互摩擦過程中,壓強不均勻,峰點的壓強很大,造成尖峰很快被磨損,使壓強趨於勻衡,磨損速度減慢。
2、正常磨損階段
裁斷機的刀具表面經初期磨損,峰點其本被磨平,表面的壓強趨於勻衡,刀具的磨損量VB隨時間的延長而均勻地增加。該階段的磨損曲線基本上是線性的,其斜率代表磨損強度,是比較刀具性能的一個重要指標。
3、急劇磨損階段
載斷機的刀具經過正常磨損階段后,切削刃已變鈍,切削力、切削溫度急劇升高,磨損原因發生了質變,刀具表層疲勞,性能下降,磨損量VB劇增,刀具會很快失效。
裁斷機刀具磨鈍標準:
刀具磨損到一定限度就不能繼續使用。這個磨損限度稱為裁斷機刀具磨鈍標準。
裁斷機刀具壽命:
一把新刀(或重新刃磨過的刀具)從開始使用直至達到磨鈍標準所經歷的實際切削時間,稱為裁斷機的刀具壽命。
1》清除工作檯面膠板上的雜物,將刀模置放於膠板中央。
2》機器開動后,將設定手輪鬆開,將“壓力制”左旋到零位。
3》把設定開關右旋轉到“刀模設定”方向,裁斷壓板13即開始緩慢下行至貼緊刀模便自 動停下。
4》把設定手輪推至最下方並將其收緊。回復啟動前04設定開關制(左旋)轉到“裁斷”位置。

半自動精密四柱裁斷機
1》刀模設定工作完成後,將被裁物料放在膠板上,然後將刀模放在物料上,再將送料板推進裁斷區域內。
2》分別用雙手按下12裁斷開關,此時裁斷壓板就下降加壓於刀模,至刀模切斷物料后自動回升至起動前的位置停下。
3》在沖裁物料時,如發現物料沒完全裁斷時,調整03裁斷深度控制器,將“壓力制”向順時針逆方向旋轉;如刀模壓入膠板太深,則將“壓力制”向逆時針方向旋轉,調整時間越長裁斷深度越深,設法調整至刀模輕微壓入膠板為止。
4》將送料板拉出裁斷區域,取出裁好的物料,就此完成一次沖裁過程。
| 故障現象 | 故障分析 | 排除方法 |
1. 指示燈不亮 整機無電 | 1. 變壓器保險燒毀 2. 剎車開關未打開 | 1. 更換保險絲 2. 打開電源剎車開關 |
2. 指示燈不亮 能啟動電機 | 指示燈泡燒毀 | 更換指示燈泡 |
3. 指示燈亮 能啟動電機 但不能工作 | 1.電機保護開關跳掣 2.主控接觸器不良或燒毀 3.電機燒毀 | 1. 打開開關 2. 更換接觸器 3. 更換電機 |
4. 指示燈亮 能啟動電機 但不能工作 | 1. 刀模設定開關打到水平位置鎖住油路 2. 電機 轉向錯誤 3. 工作開關接觸不良線頭脫落 4. 電磁閥線圈燒毀 5. 電磁閥閥芯卡住 6. 行程調節手柄松 | 1.將刀模高定開關打到堅直方向 2.將電機其中兩相線對換接好 3.檢查線路接好線頭 4.更換線圈或整個電磁閥 5.清洗閥芯 6.重新設定刀模 |
| 5.不能工作能複位 | 電箱內J1繼電器燒毀 | 更換繼電器 |
| 6.能工作但不能複位 | 電箱內J3繼電器燒毀 | 更換繼電器 |
| 7工作壓力不足 | 1. 裁料層過厚 2. 刀模設定行程調得太低 3. 過濾網堵塞 4. 油泵損壞 | 1. 減少料層 2. 調至適當位位置 3. 清洗或更換過濾器 4. 更換油泵 |
| 8漏油現象 | 油缸油封老發 高壓油管接頭鬆動 | 1.更換油封 2.擰緊接頭 |
| 9馬達油泵出現噪音 | 1. 油泵轉動膠粒磨損 2. 過濾網堵塞 3. 液壓油損耗 4. 油泵軸承損壞 5. 油泵軸端油封老化 6. 馬達軸承損壞 | 1.更換膠粒 2.清洗過濾網 3.加足液壓油 4.更換軸承 5.更換油封 6.更換軸承 |
| 10速度減慢降低或上升后死機不能上升或下降 | 1.油缸密封圈老化 2.電磁閥閥芯磨損嚴重 3.壓力油粘度降低 4.主繼電器接觸不良 5。主路不能切換 6.電磁閥卡死 | 1. 更換密封圈 2. 更換電磁閥 3. 更換壓力油 4. 檢查線路 5. 清冼閥體 |

300T裁斷機
1.將機器水平固定在平整的水泥地面上,檢查機器各部分零件是否完好牢固,線路是否暢通有效。
2.清除上壓板和工作檯面上的污漬雜物。
3.往油箱注入68#或46#抗磨液壓油,油麵不得少於濾油網上方25mm.
4.接入380V三相電源,按下油泵起動按鈕,調整並保持電機轉向與箭頭方向一致。
二、操作說明
1.首先將裁斷深度控制器(微調旋鈕)左旋為零。
2.打開電源開關,按下油泵起動按鈕,空載運轉兩分鐘,觀察系統是否正常。
3.將推拉板,膠板,工件,刀模按先後順序疊放在工作台中部。
4.對刀模(刀模設定)。
①.鬆開對刀手柄,自然落底並鎖緊。
②.開關右旋,準備試裁。
③.雙擊綠色按鈕,進行試裁,沖裁深淺由微調控制。
④.微調:轉動微調按鈕,左旋減淺,右旋加深。
⑤.行程調節:旋轉上升高度控制器,右旋行程增加,左旋行程減少了,行程可在50-200mm(或50-250mm)範圍內自由調節,正常生產時以上壓距離刀模頂部50mm左右行程為宜。
特別注意:每次更換刀模,工件或墊板時,須重新對刀設定行程,否則,會損壞刀模和墊板。
安全事項:
①、為確保安全,作業時嚴禁將手及身體其它部位伸進沖裁區域內,維修保養前必須關閉電源,並在沖裁區墊入木塊或其它硬物,以防止泄壓後上壓板失控,造成意外人身傷害。
②、特殊情況下,需要上壓板立即回升時,可按複位按鈕即可,停止時,按下電源剎車按鈕(紅色按鈕),整機系統立即停止運作。
③、操作時必須雙手擊上壓板上的兩個按鈕,不得隨意改單手,或腳踏操作。
保養:經常保持機內的清潔,濾油網每月清洗一次,液壓油每年換一次,工作前應注意檢查機內的油位,當低於規定的液面時應補充與機內同一牌號的液壓油,不得混合使用。裁料時,應把工件放在工作區的中央,以使機床各處受力均勻,從面延長機床的使用年限。

基本信息
- 中文名
- 裁斷機
- 外文名
- The cutting machine
- 類別
- 機械
- 別稱
- 裁床、裁斷沖