服裝排料圖
服裝排料圖
服裝排料圖也稱排版、排嘜架、划皮、套料等,是指一個產品排料圖的設計過程,是在滿足設計、製作等要求的前提下,將服裝各規格的所有衣片樣板在指定的面料幅寬內進行科學的排列,以最小面積或最短長度排出用料定額。
服裝的衣片樣板在規定的面料幅寬內合理排放的過程,是將紙樣依工藝要求(正反面,倒順向,對條、格、花等)形成能緊密嚙合的不同形狀的排列組合,以期最經濟地使用布料,達到降低產品成本的目的。排料是進行輔料和裁剪的前提。通過排料,可知道用料的準確長度和樣板的精確擺放次序,使鋪料和裁剪有所依據。所以,排料工作對面料的消耗、裁剪的難易、服裝的質量都有直接的影響,是一項技術性很強的工藝操作。
1.保證設計要求 當設計的服裝款式對面料的花型有一定的要求時(如中式服裝的對花、條格面料服裝的對條格等),排料的樣板便不能隨意放置,必須保證排出的衣片在縫製后達到設計要求。
2.符合工藝要求 服裝在進行工藝設計時,對衣片的經緯紗向、對稱性、倒順毛、對位標記等都有嚴格的規定,排版師一定要按照要求準確排料,避免不必要的損失。
3.節約用料 服裝的成本很大程度上取決於布料的用量多少。排料作業可能影響成衣總成本的2.758.25。所以,在保證設計和工藝要求的前提下,盡量減少布料的用量是排料時應遵循的重要原則。
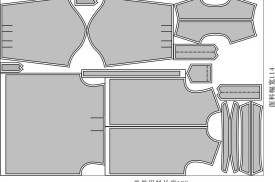
將衣片樣板在一張與面料同寬的普通薄紙上按要求排好后,沿衣片邊緣將排料圖描畫下來,然後鋪在面料上裁剪。
這是常見的排料圖繪製方法之一,多用於襯衫、時裝等薄料服裝的樣板排列,排料圖一次性使用。在大批量生產中,若同樣的排料圖一張不夠用,可以採用複寫的方法,用專門的複寫紙同時繪製幾張排料圖。一般最多不超過5張,否則下層排料圖的圖樣不清晰容易走樣。
將衣片樣板在一張與面同寬的厚紙上排好,畫出排料樣板形狀,然後按畫好的衣片邊緣軌跡扎出許多小孔,將這張帶有針孔的排料圖放在布料上,沿著孔洞噴粉或用刷子掃粉,將排料圖取走,在面料上即出現樣板排列的形狀,按此粉印形狀便可進行裁剪。
穿孔印法繪製的排料圖能使用多次,多用於較大批量的服裝,如軍隊服裝、職業服裝等的生產。排料圖上的衣片軌跡可在平縫機上利用斷針扎出,或用激光打出孔洞。
將衣片樣板直接在面料上排列,用划粉等工具沿樣板邊緣描畫下來。對於需對條格的畫料,必須採用直接畫法繪製排料圖,否則無法使衣片條格對正。
採用服裝CAD將衣片樣板形狀輸入計算機內,由操作人員利用計算機進行排料,衣片樣板形狀可通過數字化儀板直接輸入計算機,也可將服裝各號型尺寸輸入計算機內,直接繪製基型樣板,經推板得到系列樣板后再排料。利用計算機進行制板、排料的速度快、效率高。得出的排料圖可出繪圖儀自動繪成1:1的裁剪圖,也可與服裝CAM(計算機輔助生產系統)聯機使用,進行自動裁剪。
因為工業排料是針對大批量服裝的生產,排料時即要針對成衣外觀特點、保證裁片的規格質量,又要節約原料,所以,是成衣生產中一個重要的工序,技術含量高。排料工藝設計者必須以一定的理論根據為指導,結合實踐經驗技術,合理排料。
縱觀排料技術,主要包含以下幾方面:
在任何排料情況下,都必須按樣板的大小划樣,原因是樣板工程部門製作的樣板已經經過嚴格的檢查、複核。其中包括縮水率、縫份等各種可能影響規格尺寸的因素都已經考慮周到,是工業划樣的主要依據,為此,划樣的形狀、規格應與樣板製作意圖相吻合。
組成服裝的衣片基本上是對稱的,如上衣左、右前片、袖片,褲子左、右褲片等。在製作樣板時,這些對稱衣片通常只繪製出一片樣板。排料時,要特別注意將樣板正、反各排一次,確保裁出的衣片為一左一右的對稱衣片。並注意避免漏排。
衣片與衣片之間要靠近划樣,在不影響規格和剪割質量的情況下,有時也可以兩片合用一條劃線(一般指直線部位),一刀裁開,這樣可以省划和省割一條劃線,提高排料和剪割布料的效率。
充分利用樣板的外形和面料門幅合理套排划樣,達到節約用料,降低成本的目的。
服裝的衣片樣板有大有小,邊緣形狀也各不相同,有直、斜、方、圓、凹、凸、長、短等。排料時,首先要做到先排大樣,後排小樣,這樣能充分利用各大樣板之間的縫隙,將小樣板排入;其次,排料時最好將樣板的直邊對直邊,斜邊對斜邊,凸緣對凹口,這樣樣板相互間才能靠緊套排,減少縫隙;其三,若樣板不能緊密套排,不可避免地出現縫隙時,可將兩片樣板的缺口合併,使空隙加大,在空隙中再排入其他小片樣板;其四,大小規格的衣片樣板搭配排料,可以“取長補短”,有效地提高面料利用率。
許多面料如梭織面料、針織面料,其經、緯、斜紗向的性能有所不同。通常,沿經向拉伸變形小,而沿緯向拉伸變形大,斜向更大。不同服裝款式或服裝部位在用料上會根據設計要求和著裝舒適要求有直料、橫料和斜料之分。因此,在服裝樣板上,各個衣片一定要註明經紗的方向,使排料人員排料時有明確的技術依據。
划樣時經緯向必須準確,划樣前首先要辨清樣板規定的經、緯、斜方向,樣板的紗線取向關係到產品的結構以及表面的造型,為此,無論划樣的方法如何,經、緯、斜向是不可任意改變的。
服裝排料設計的形式是一張或多張標準的工程圖紙。
1、圖紙規格:作為資料保存或部門間交流以A4圖紙為宜,作為裁剪 面層樣板紙以原大(1 :1)為宜,製圖時按原大 1:1,列印時可以自由縮 放。
2、圖紙格式:其圖紙格式豎向或橫向,但整套圖紙要一致,具體格 式見機械製圖國家標準。
3、圖紙項目:其項目包括圖框、標題欄、圖名、單件(套)服裝排料 圖、批量服裝排料圖及其相關說明等,圖紙項目的詳細要求參考相關圖 紙。
1、方向規則:首先是所有衣片的擺放都要使衣片上的經線方向與材 料的經線方向相一致;二是沒有倒順方向和倒順圖案的材料可以將衣片掉轉方向進行排料、達到提高材料利用率的目的,叫做倒順排料;對於有方向分別和圖案區別的材料就不能倒順排料;三是對於格子面料,尤其是鴛鴦格面料在排料時一定做到每一層都要對準相應位置,而且正面朝向要一致;
2、大小主次規則:即從材料的一端開始,按先大片,后小片,先主 片,后次片,零星部件見縫插針,達到節省材料的目的。
3、緊密排料規則:排料時,在滿足上述規則的前提下,應該緊密排料,衣片之間盡量不要留有間隙,達到節省材料的目的。
4、注意每一個衣片樣板的標記,一個樣板標記2片的,往往是正反相對的兩片。
服裝企業的生產都是批量生產的、面 向某一人群的號型服裝,它的含義:一是企業生產的服裝數量很大,上百件、上千件等,因此排料時不可能單層排料,只能將材料截斷為多個合理的長度,重疊放置然後排料,即多層排料。二是大量的服裝要分成多個號型,以適應某個人群的要求,並且不同的號型在該批服裝中所佔的比例也不同,一般是中間號型比例大,兩頭號型比例小。
1、號型比例:不同號型在批量服裝中所佔比例是一個經驗數據,這個比例因地域不同而有所變化,在我國南方小號型所佔比例偏高,北方大號型所佔比例偏低;按照中間大,兩頭小的原則,分為大、中、小三個號型參考比例為:南方 3:5:2、北方2:5:3;分為 5 個號型時的參考比例為:南方 1:3:3:2:1、北方 1:2:3:3:1。這只是理論分析,具體應該按銷售反饋信息來確定和及時調整。
2、段長的確定:由於場地和設備的限制,段長不可能太長,我們可 以按一個比例組 10 件為一個單元,進行電腦製圖試排,根據場地和設備情況,可以作為一個段長,大小號混合交叉排料,也可以分成兩個段長,5個號型為一個段長,進行混合排料,以便達到節省材料的目的。但是在計算材料層數時以兩個段長為一個比例組。
3、層數的確定:在確定了段長和每個段長所能容納的服裝件數,並且確定了一個比例組所能容納的服裝件數,生產服裝的總件數,就可以計算層數和用料總量。
基本信息
- 中文名
- 服裝排料圖
- 原則
- 證設計要求等
- 簡介
- 指一個產品排料圖的設計過程
- 又稱
- 排版、排嘜架、划皮、套料等