福州脫胎漆器
福州脫胎漆器
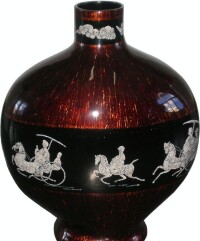
福州脫胎漆器,福建省福州市的特產,中國國家地理標誌產品。
福州漆器始於南宋。福州脫胎漆器特點:質地輕巧堅牢,造型古樸大方,裝飾豐富多彩,不褪色、堅固、耐溫、耐酸鹼腐蝕。
2010年12月31日,原國家質檢總局批准對“福州脫胎漆器”實施地理標誌產品保護。

福州脫胎漆器
福州脫胎漆器所具有的這些優點、特點,是由其特殊的製作工藝、髹漆技藝所決定的。作為脫胎技藝同髹漆藝術相結合的產物,福州脫胎漆器的製作頗為不易,從選料、塑胎、髹飾至成品,每件成品都要經過幾十道、甚至上百道工序。工藝非常複雜,製作和陰乾等費時,故一器之成往往需要數月,成品還需密閉在陰室里很久。
製作方法
福州脫胎漆器的製作方法有兩種:一是脫胎,就是以泥土、石膏等塑成胎胚,以大漆為粘劑,然後用夏布(薴麻布)或綢布在胚胎上逐層裱褙,待陰乾后脫去原胎,留下漆布雛形,再經過上灰底、打磨、髹漆研磨,最後施以各種裝飾紋樣,便成了光亮如鏡、絢麗多彩的脫胎漆器成品了;二是木胎及其它材料胎,它們以硬材為坯,不經過脫胎直接髹漆而成,其工序與脫胎基本相同。
髹飾技法

福州脫胎漆器
產品分類
福州脫胎漆器產品大致分為實用和欣賞兩大類,包括大花瓶、大屏風、各種磨漆畫以及茶具、咖啡具、文具、餐具等300多個規格的3000多個品種。

福州
福州地貌屬典型的河口盆地,盆地四周被群山峻岭所環抱,其海拔多在600~1000米之間。東有鼓山,西有旗山,南有五虎山,北有蓮花峰。境內地勢自西向東傾斜。屬典型的亞熱帶季風氣候,氣溫適宜,溫暖濕潤,四季常青,陽光充足,雨量充沛,霜少無雪,夏長冬短,無霜期達326天。年平均日照數為1700~1980小時;年平均降水量為900~2100毫米;年平均氣溫為20~25℃。最熱月7~8月,平均氣溫為33~37℃。福州高溫高濕的自然氣候適宜漆器製作;同時,福州商貿發達,有利於漆器外銷。
福州脫胎漆器
福州“脫胎漆器”是沈紹安通過對舊匾額的分析,了解了失傳已久的漢代“夾紵”技法的基本材料成分,經過不斷嘗試,將“夾紵”技法還原,並在手法、材料上有所創新的一種新型漆工藝,它的原理與傳統的“夾紵”技術息息相關。
“夾紵”製作技術,源於戰國,興於西漢,魏晉時期走向成熟。寺廟大佛,多用“夾貯”法塑造,首先豎立木柱支架,竹篦綳扎、細麻、稻草、泥土及漆灰糊封,塗上漆泥,塑出骨肉、糙漆、磨光、漆彩漆、貼金飾,開光點睛,完成後,把像內木架等重物酌量拆除,減輕重量,以供當年廟會出巡時需要。

福州脫胎漆器工廠
2006年5月20日,經國務院批准列入第一批國家級非物質文化遺產名錄。
2009年,獲得“地理標誌保護產品”稱號。
根據《原產地域產品保護規定》,國家質量監督檢驗檢疫總局通過了對福州脫胎漆器原產地域產品保護申請的審查,現批准自即日起對福州脫胎漆器實施原產地域保護(公告2008年第16號)。
原產地域範圍以福建省福州市人民政府《關於界定福州脫胎漆器地理標誌產品保護範圍的建議函》,榕政函〔2008〕16號提出的地域範圍為準,為福建省福建省福州市所轄行政區域。
(一)主要材料
1、天然生漆:漆酚大於49%,加熱減量小於41%,含氮物與樹膠質6%至14%;表干時間3小時至5小時。
2、麻布:選用紵麻纖維織的麻布,新麻布先洗去漿,干后捶軟再用;小件器皿或細微塑像可用綢、絹。
3、瓦灰:福州當地傳統建築的青瓦,經碾細、水漂、過篩,分粗、中、細三等,與生漆調和為漆灰,作填充物。
4、木材:選用楠木、山櫸木、棗木等,加工木胎前,木材應進行蒸煮、脫水、脫膠等處理。
6、入漆顏料:銀硃、丹砂、雄黃、石青、石綠等。
7、金屬材料:金箔、銀箔、鋁箔等,或將這些箔再篩細成粉,可嵌、可撒、可貼、可畫。
8、鑲嵌材料:螺鈿、骨石、百寶、蛋殼等。
(二)主要生產工藝。
1、塑制石膏模:
(1)雕塑:根據設計,用泥土塑造人物、動物或器皿。
(2)翻模具:用石膏翻制雕塑的陽模或陰模。
(3)晾乾:石膏模晾乾待用。
2、裱布脫胎刮灰打底:
(1)塗脫模劑:用白土與池塘細黏土各半加水調和成脫模劑,在模具表面塗勻。
(2)裱布:用生漆調和麵粉成適當粘度,作為裱麻布的粘合劑,刮塗在麻布上粘貼在模具上。
(3)刮灰:用生漆調瓦灰刮塗,先後刮粗灰、中灰。
(4)剖剝脫模:漆灰干固后,用木錘輕敲碎石膏陽模,或用利刀剖剝石膏陰模。
(5)縫合再刮灰:陰脫布胎局部進行縫合后,再刮中灰,后刮細灰,陽脫布胎直接刮灰。
(6)磨灰:用磨石、水砂紙等打磨平順圓滑。
3、髹漆推光:
(1)塗糙漆:用推光漆遍塗均勻。
(2)補敏:用生漆灰補凹凸缺陷。
(3)磨漆敏:用細水砂紙研磨成光地(亞光)漆面。
(4)塗推光漆:用黑推光漆或色推光漆塗刷均勻。
(5)磨擦退:用1000#以上水砂紙研磨,然後推擦揩青光潤。
4、裝飾:
(1)彩繪裝飾:如描金彩繪、針刻、暈金、抄繪等。
(2)磨繪裝飾:如鑲嵌、沉花、變塗、台填等。
(三)裝飾技法
主要裝飾技法有采髹、描金、鏤染(枷花)、彈染、暈金、金彩、勾填、抄塗、墨彩、印錦、台花(刻畫、嵌銀)、雕填、鑲嵌(平嵌、浮嵌、透嵌)、暗花(罩透明漆)、針刻、閃光、變塗(釉變)、仿彩等。
(四)質量特色
1、外觀指標:
(1)總體要求:質地輕巧、紵漆牢固、漆面溫潤、含蓄內斂、裝飾精美。
(2)具體要求:
①產品無開裂、缺損、脫漆、變形。
②產品的色澤要均勻、光潤、無明顯色差。
③產品裝飾適合造型特點,構圖嚴謹,線條流暢有力,色彩鮮艷調和,裝飾紋樣無明顯缺損。
④產品的主要部位無明顯的色斑、氣孔、墜漆、皺漆、串珠、發實。產品允許有Φ0.3毫米以下粗粒、砂眼,應符合下表要求:
粗粒、砂眼要求
| 規格(毫米) | 粗粒、砂眼 |
| 直徑或邊長≥500 | ≤3個/平方米 |
| 直徑或邊長<500 | ≤1個/100厘米 |
⑤成雙成套產品造型一致,平穩端正,方圓規矩,構造結實。大小高矮公差應符合下表要求。
胎體尺寸誤差
| 項目 | 誤差 | |
| 胎體尺寸(毫米) | ≥2000 | ±3 |
| 10002000 | ±2 | |
| <1000 | ±1 | |
2、理化指標:
| 序號 | 項目 | 指標 |
| 1 | 漆膜附著力 | ≤2級 |
| 2 | 漆膜光澤(光面型) | ≥80(光澤單位) |
| 漆膜光澤(非光面型) | <80(光澤單位) | |
| 3 | 載重性能 | 容器類產品載重達到容器載水量的130%時,把手不鬆動,不脫落。 |
3、安全要求:產品安全指標必須達到國家對同類產品的相關規定。
在福州脫胎漆器原產地域範圍內的生產者,如使用福州脫胎漆器“原產地域產品專用標誌”,須向當地質量技術監督局設立的申報機構申請並經初審合格,由國家質檢總局公告批准后,方可使用福州脫胎漆器“原產地域產品專用標誌”。

基本信息
- 中文名
- 福州脫胎漆器
- 地理標誌
- 國家質檢總局地理標誌產品
- 審批文號
- 國家質檢總局2008年第67號
- 批準時間
- 2008年6月4號
- 產地名稱
- 福建省福州市
- 品質特點
- 光亮美觀、不怕水浸、不變形