共找到3條詞條名為熔化極氣體保護焊的結果 展開
熔化極氣體保護焊
一種焊接方法
熔化極氣體保護焊是指利用焊絲與工件間產生的電弧作熱源將金屬熔化的焊接方法。焊接過程中,電弧熔化焊絲和母材形成的熔池及焊接區域在惰性氣體或活性氣體的保護下,可以有效地阻止周圍環境空氣的有害作用。
採用的是可熔化的焊絲與焊件之間的電弧作為熱源來熔化焊絲與母材金屬,並向焊接區輸送保護氣體,使電弧、熔化的焊絲、熔池及附近的母材金屬免受周圍空氣的有害作用。
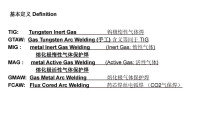
手工移動焊槍、焊絲由送絲機送進的稱為半自動熔化極氣體保護焊,焊槍移動是機械化的稱為自動熔化極氣體保護焊。以氬氣作保護氣體的稱為氬弧焊(MIG焊),可以焊接碳素鋼、低合金鋼、耐熱鋼、低溫鋼、不鏽鋼等材料,並常用來焊接鋁及其合金。以二氧化碳氣體作保護氣體的稱為二氧化碳氣體保護焊(以活性氣體作保護氣的稱MAG焊)。二氧化碳氣體保護焊按填充焊絲的不同分為實芯二氧化碳氣體保護焊和葯芯二氧化碳氣體保護焊。實芯二氧化碳氣體保護焊可以焊接低碳鋼、低合金鋼。葯芯二氧化碳氣體保護焊(FCAW焊)不僅可以焊接碳素鋼、低合金鋼、而且可以焊接耐熱鋼、低溫鋼、不鏽鋼等材料。
熔化極氣體保護焊抗風能力較差,當焊接環境風速超過2m/s時,必須採取防風措施。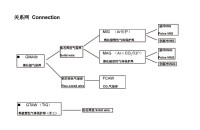
熔化極氣體保護焊
熔化極氣體保護焊
1.根據保護氣體種類和焊絲形式的不同進行分類。
熔化極氣體保護焊
實心焊絲 管狀焊絲
惰性氣體 氧化性混合 CO2氣體 管狀焊絲
保護焊 氣體保護焊 保護焊 氣體保護焊
(MIG焊) (MAG焊) (CO2焊) (FCAW焊)
Ar Ar+He He Ar+O2 Ar+CO2 CO2 CO2+O2 CO2 CO2+Ar
2.按操作方式,分為自動焊和半自動焊兩大類。
3.按焊接電源分為直流和脈衝兩大類。
其中脈衝電流熔化極氣體保護焊(-p)是在一定平均電流下,焊接電源的輸出電流以一定的頻率和幅值變化來控制熔滴有節奏的過渡到熔池;可在平均電流小於臨界電流值的條件下獲得射流(射滴)過渡,穩定地實現一個脈衝過渡一個(或多個)熔滴的理想狀態—熔滴過渡無飛濺。並具有較寬的電流調節範圍,適合板厚δ≥1.0mm工件的全位置焊接,尤其對那些熱敏感性較強的材料,可有效地控制熱輸入量,改善接頭性能。由於脈衝電弧具有較強的熔池攪拌作用,可以改變熔池冶金性能,有利於消除氣孔,未熔合等焊接缺陷。
熔化極氣體保護焊與渣保護焊方法(如焊條電弧焊和埋弧焊)相比較,在工藝上、生產率與經濟效果等方面有著下列優點:
(1)氣體保護焊是一種明弧焊。焊接過程中電弧及熔池的加熱熔化情況清晰可見,便於發現問題與及時調整,故焊接過程與焊縫質量易於控制。
(2)氣體保護焊在通常情況下不需要採用管狀焊絲,所以焊接過程沒有熔渣,焊后不需要清渣,省掉了清渣的輔助工時,降低了焊接成本。
(3)適用範圍廣,生產效率高,易進行全位置焊及實現機械化和自動化。
熔化極氣體保護焊的不足之處:焊接時採用明弧和使用的電流密度大,電弧光輻射較強;其次,是不適於在有風的地方或露天施焊;設備較複雜。
對低熔點的金屬如鉛、錫和鋅等,不宜採用熔化極氣體保護焊。表面包覆這類金屬的塗層鋼板也不適宜採用這類焊接方法。
可焊接的金屬厚度範圍很廣,最薄約1mm,最厚幾乎沒有限制。
適應性也較強,平焊和橫焊時焊接效率最高。
熔化極氣體保護焊適用於焊接大多數金屬和合金,最適於焊接碳鋼和低合金鋼、不鏽鋼、耐熱合金、鋁及鋁合金、銅及銅合金及鎂合金。
對於高強度鋼、超強鋁合金、鋅含量高的銅合金、鑄鐵、奧氏體錳鋼、鈦和鈦合金及高熔點金屬,熔化極氣體保護焊要求將母材預熱和焊后熱處理,採用特製的焊絲,控制保護氣體要比正常情況更加嚴格。
對低熔點的金屬如鉛、錫和鋅等,不宜採用熔化極氣體保護焊。表面包覆這類金屬的塗層鋼板也不適宜採用這類焊接方法。

基本信息
- 中文名
- 熔化極氣體保護焊
- 外文名
- gas metal arc weding
- 運用領域
- 工程技術
- 功能
- 阻止周圍環境空氣的有害作用
- 分類
- 自動焊和半自動焊
- 用途
- 焊接大多數金屬和合金
- 歸類
- 焊接方法