共找到3條詞條名為熔化極氣體保護焊的結果 展開
- 一種焊接方法
- 陳茂愛、張麗娜等編著圖書
- 2018年機械工業出版社出版的圖書
熔化極氣體保護焊
陳茂愛、張麗娜等編著圖書
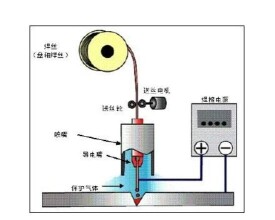
熔化極氣體保護焊是指利用焊絲與工件間產生的電弧作熱源將金屬熔化的焊接方法。焊接過程中,電弧熔化焊絲和母材形成的熔池及焊接區域在惰性氣體或活性氣體的保護下,可以有效地阻止周圍環境空氣的有害作用。
熔化極氣體保護焊
所屬類別:科技 >> 機械 >> 焊接
作者:陳茂愛、張麗娜 等編著
叢書名:焊工上崗技能圖解
出版日期:2014年4月 書號:978-7-122-19618-7
開本:大32K 850×1168 1/32 裝幀:平 版次:1版1次 頁數:279頁
本書從焊工上崗的技能要求出發,採用新標準、新規範,內容豐富,簡明扼要,條理清晰,通俗易懂,注重實用性,通過介紹常用的熔化極氣體保護焊(二氧化碳氣體保護焊、葯芯焊絲電弧焊、熔化極氬弧焊等)的操作技術和典型焊接實例,引導讀者理解與掌握焊接基本理論與實用操作技術和技能。內容主要包括焊接電弧基本知識和原理、焊接設備、焊接材料、焊接工藝和操作技術、典型焊接實例、安全技術等。
本書既可作為焊工入門自學讀物,也可作為焊工培訓教材,亦可供從事焊接工作的技術人員以及相關專業科研院所、大專院校師生參考使用。
第1章熔化極氣體保護焊的基礎知識1
11熔化極氣體保護焊原理、分類及特點1
111熔化極氣體保護焊的基本原理及分類1
112氣體保護焊的特點2
113熔化極氣體保護焊的應用3
12焊接電弧的基礎知識3
121焊接電弧的本質3
122電弧中帶電粒子的產生方式4
123焊接電弧的分類6
124焊接電弧的結構9
125電弧的靜特性10
126電弧的熱功率、熱效率係數和功率密度12
127電弧的溫度分佈13
128焊接電弧的引燃14
129焊接電弧的穩定性16
1210電弧的剛直性及磁偏吹18
13熔化極氣體保護焊的有關名詞術語20
131焊絲熔化20
132熔滴過渡21
133飛濺和飛濺率25
134接頭形式及坡口25
135焊接位置29
136焊縫及焊縫形狀尺寸31
137厚板焊接35
138焊絲位置36
139焊縫缺陷37
1310焊接符號38
1311弧焊電源的外特性及電弧靜態工作點44
第2章二氧化碳氣體保護焊46
21CO2氣體保護焊的基本原理、特點、分類及應用46
211CO2氣體保護焊的基本原理46
212CO2氣體保護焊的特點47
213CO2氣體保護焊的分類47
214CO2氣體保護焊的應用48
22CO2氣體保護焊冶金過程及焊接材料48
221CO2氣體48
222CO2焊的冶金反應49
223焊絲50
224輔助材料54
23CO2氣體保護焊設備56
231CO2氣體保護焊設備的分類56
232CO2氣體保護焊設備的組成57
233電源57
234送絲機構58
235焊槍62
236控制系統65
237氣路和水路66
238CO2焊機的使用與維護68
239CO2焊機的常見故障及排除方法76
24CO2氣體保護焊工藝77
241CO2焊的熔滴過渡方式78
242焊前準備80
243CO2焊工藝參數的選擇81
244典型焊接工藝參數85
245CO2焊的焊接缺陷及其防止措施85
25CO2焊的操作技術95
251操作姿勢及焊槍把持方式95
252引弧95
253焊槍的運行方式96
254左焊法和右焊法97
255熄弧99
256焊道接頭方法100
257各種焊接位置的操作技術101
258單面焊雙面成形技術110
26CO2焊焊接實例111
261[實例1]12mm厚Q235鋼板對接111
262[實例2]220×10 mm鋼管的對接112
263[實例3]垂直固定的100×8mm鋼管對接焊114
27二氧化碳電弧定位焊116
271二氧化碳電弧定位焊的工藝特點116
272二氧化碳電弧定位焊設備116
273二氧化碳電弧定位焊工藝117
第3章葯芯焊絲電弧焊120
31葯芯焊絲電弧焊的工藝特點及應用120
311葯芯焊絲電弧焊基本原理120
312葯芯焊絲電弧焊的分類121
313葯芯焊絲電弧焊的特點121
314葯芯焊絲電弧焊的應用123
32葯芯焊絲電弧焊設備123
322葯芯焊絲電弧焊設備的選用124
33葯芯焊絲電弧焊焊接材料127
331保護氣體127
332葯芯焊絲127
34葯芯焊絲氣體保護焊工藝159
341葯芯焊絲氣體保護焊工藝159
342典型的葯芯焊絲氣體保護焊工藝參數160
343操作技術164
344焊接實例173
第4章熔化極氬弧焊181
41熔化極氬弧焊基本原理、分類、特點及應用181
411熔化極氬弧焊基本原理181
412熔化極氬弧焊的分類181
413熔化極氬弧焊的特點182
414熔化極氬弧焊的應用183
42熔化極氬弧焊的焊接材料183
421保護氣體183
422焊絲185
43熔化極氬弧焊設備199
431熔化極氬弧焊設備的組成199
432熔化極氬弧焊設備的選用201
44熔化極氬弧焊的熔滴過渡209
441短路過渡209
442大滴過渡209
443噴射過渡210
444亞射流過渡211
445脈衝噴射過渡211
45熔化極氬弧焊工藝213
451焊接清理213
452焊接工藝參數的選擇215
453鋁及鋁合金熔化極氬弧焊工藝219
454不鏽鋼的熔化極氬弧焊工藝223
455低碳鋼及低合金鋼的熔化極氬弧焊工藝226
456紫銅的熔化極氬弧焊工藝228
457操作技術228
458[焊接實例]2000mm×12mm×2000mm鋁筒體(L2)的焊接230
第5章新型熔化極氣體保護焊方法及設備233
51CMT焊(冷金屬過渡電弧焊)233
511CMT焊的基本原理233
512CMT焊的特點及應用234
513CMT焊設備237
514CMT焊的焊接實例237
52TIME焊(四元混合氣體熔化極保護焊)240
521TIME焊的基本原理及設備240
522TIME焊的特點及應用242
523TIME焊的焊接實例242
53Time Twin GMAW焊(相位控制的雙絲脈衝GMAW焊)245
531Time Twin GMAW焊的基本原理及設備245
532Time Twin GMAW焊的特點及應用248
533Time Twin GMAW焊的焊接實例248
54MIGPA複合焊(熔化極氬弧等離子弧複合焊)250
541MIGPA複合焊的基本原理250
542MIGPA複合焊的特點及應用252
543MIGPA複合焊焊接實例252
55激光電弧複合焊255
551激光電弧複合焊的基本原理255
552激光電弧複合焊的特點及應用256
553激光電弧複合焊工藝257
554激光電弧複合焊應用實例257
參考文獻278