變位機
變位機
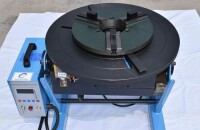
變位機是專用焊接輔助設備,適用於迴轉工作的焊接變位,以得到理想的加工位置和焊接速度。可與操作機、焊機配套使用,組成自動焊接中心,也可用於手工作業時的工件變位。工作台迴轉採用變頻器無級調速,調速精度高。遙控盒可實現對工作台的遠程操作,也可與操作機、焊接機控制系統相連,實現聯動操作。
焊接變位機一般由工作台迴轉機構和翻轉機構組成,通過工作台的升降,翻轉和迴轉使固定在工作台上的工件達到所需的焊接,裝配角度,工作台迴轉為變頻無級調速,可得到滿意的焊接速度。
側傾式變位機、頭尾迴轉式變位機、頭尾升降迴轉式變位機、頭尾可傾斜式變位機以及雙迴轉變位機等多種形式的變位器,通過工作台的升降、迴轉、翻轉使工件處於最佳焊接或裝配位置,可與焊接操作機等配套組成自動焊接專機,還可作為機器人周邊設備與機器人配套實現焊接自動化,同時可根據用戶不同類型的工件及工藝要求,配以各種特殊變位機。

變位機
1、迴轉驅動
(1)迴轉驅動應實現無級調速,並可逆轉。
(2)在迴轉速度範圍內,承受最大載荷時轉速波動不超過5%。
2、傾斜驅動
(1)傾斜驅動應平穩,在最大負荷下不抖動,整機不得傾覆。最大負荷Q超過25kg的,應具有動力驅動功能。
(2)應設有限位裝置,控制傾斜角度,並有角度指示標誌。
(3)傾斜機構要具有自鎖功能,在最大負荷下不滑動,安全可靠。
3、其他
(1)變位機控制部分應設有供自動焊用的聯動介面。
(2)變位機應設有導電裝置,以免焊接電流通過軸承、齒輪等傳動部位。導電裝置的電阻不應超過1mΩ,其容量應滿足焊接額定電流的要求。
(3)電氣設備應符合GB/T 4064的有關規定。
(4)工作台的結構應便於裝卡工件或安裝卡具,也可與用戶協商確定其結構形式。
(5)最大負荷與偏心距及重心距之間的關係,應在變位機使用說明書中說明。
通常在設計電力驅動的變位機方案時,需要選擇從電機到工作台之間的機械傳動方式和相應的傳動機構。在選擇之前必須根據裝配和焊接工藝過程的特點明確下列要求:
(1)對變位機械的功能要求:指變位機械應該能實現什麼動作,如平移、升降或者迴轉等。如果是平移,是直線平移還是曲線平移;如果是迴轉運動,是連續迴轉還是間歇翻轉等;

變位機
(3)對傳動平穩性和精度的要求:用於自動焊接的變位機,就要求傳動具有較高的精度,這時就可以選擇蝸桿傳動和齒輪傳動;
(4)對自鎖、過載的保護,吸振等能力的要求:一般升降用的或翻轉用的以及有傾覆危險的傳動,為了安全,傳動機構必須有自鎖能力。傳動方式和其相應的傳動機構可能有多個,這時就要從它們之間的傳動功率大小、尺寸緊湊程度,傳動效率高低和製造成本來綜合考慮后擇優選定了。
變位機
②U型雙座式頭尾雙迴轉型式:與第一種變位機型式相比,第二種的基礎上被焊結構件在另外一個空間又增加一個旋轉自由度。如圖2這種型式的變位機焊接空間大,工件可被旋轉到需要的位置,設計先進,在二十一世紀初工程機械許多廠家成功使用。該變位機可根據各廠的工藝情況在裝載機、挖掘機、壓路機等結構件焊接時應用。
③L型雙迴轉焊接變位機:該種變位機工作裝置L型,有兩個方面的迴轉自由度,且兩個方向都可以±360°任意迴轉。此變位機與其它類型變位機相比,開敞性好,容易操作。L型變位機已在裝載機前車架焊接中成功的使用,而且使用效果很好,深受現場操作工的歡迎。

變位機代表圖
⑤座式通用變位機:座式焊接變位機工作台有一個整體翻轉的自由度,可以將工作翻轉至理想的焊接位置進行焊接。另外工作台還有一個旋轉的自由度。該種變位機適合工程機械的小型焊接件及一些管類、軸類、盤類等中小型複雜結構的焊接。
通過改變焊件、焊機及焊接工人的操作位置,達到和保持焊接位置的最佳狀態;
有利於實現機械化和自動化生產。焊接變位機械的主要類型有焊件變位機、焊機變位機和焊工變位機等幾種,每種類型又按其結構特點或作用分成若干種類。

基本信息
- 中文名
- 變位機
- 功能
- 專用焊接輔助設備
- 分類
- 側傾式變位機、頭尾迴轉式變位機
- 組成
- 台迴轉機構和翻轉機構
- 適用於
- 迴轉工作的焊接變位