向心推力軸承
用於軸向負荷傳動軸安裝的裝置
向心推力軸承主要用於同時具有徑向、軸向負荷傳動軸的安裝、固定之中。
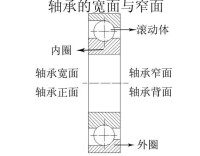
對單個向心推力軸承而言,軸承的每一端面上外圈與內圈之間的縫隙寬度是不一樣的,因此,將軸承寬的一面命名為軸承正面,軸承窄的一面命名為軸承背面。
向心推力軸承
在有錐齒輪傳動的軸上、切絲機磨刀砂輪軸的運轉過程中都有由錐齒輪、磨刀砂輪傳到傳動軸的軸向力,為了有效地消除來自轉動體兩端的軸向力,推力軸承必須以面對面或背靠背地安裝於轉動體兩端。由於軸承內圈與外圈存在一定的軸承間隙,為了提高傳動軸的旋轉精度和剛度,在安裝推力軸承時應對其進行軸承的預緊。即在安裝過程中對軸承給予一定的軸向作用力,使軸承內外圈產生相對位移,從而消除了游隙,並在套圈與滾動體接觸處產生了彈性預變性,由此提高了軸的轉動精度和剛度。預緊力可利用金屬墊片或磨窄套圈等方法獲得。如圖:
向心推力軸承
利用隔套,獲得預緊力的目的及其相關內容
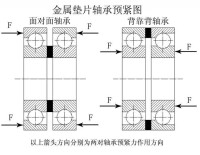
上圖是通過使用金屬墊圈或金屬隔套分別放在推力軸承內圈或者外圈之間,並分別在對軸承的外圈和內圈施加相對方向的且平行於軸線的F力。
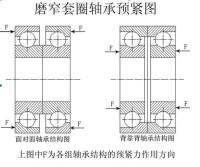
下圖是應用磨窄套圈的方法對推力軸承進行預緊:
向心推力軸承
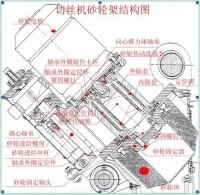
需要說明的是磨窄套圈軸承的安裝方法是,一對背靠背(或者面對面)安裝的軸承結構分別安裝在傳動軸一端,另一端用一隻向心軸承作遊動支撐,也就是一根傳動軸安裝后共有兩隻向心推力軸承和一隻向心軸承,這種結構可承受較大的軸向載荷。KTC80切削鼔輪主軸就是這種結構(如圖):
向心推力軸承
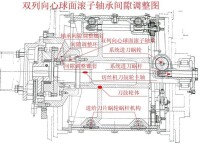
雙列向心球面滾子軸承在安裝時必須對其進行間隙調整,方法是使用軸承間隙調整螺釘旋進調整后,使軸承間隙調整環推動軸承間隙調整錐套向右移動時,錐套就在徑向把雙列向心球面滾子軸承的內圈向徑向移動從而使內外圈的間隙減小至0.03mm即可。測量時用0.03mm的塞尺塞間隙處後進不去,而用0.02mm的塞尺塞間隙干好進得去,說明此時軸承間隙恰好是0.03mm,軸承間隙調整完畢。
為了保證切絲機磨刀砂輪軸的旋轉精度,使軸承達到其應有的旋轉精度和整體剛度,在安裝軸承過程中也必須對軸承的游隙進行調整。如下圖所示:
向心推力軸承
以上預緊過程出現一個問題:砂輪傳動軸連接套被內圈緊固螺釘的壓緊量不同時,會產生三種不同的效果:一、當內圈緊固螺釘的壓緊量小時,軸承的滾動體與套圈之間沒有產生預變形,軸承沒有預緊,砂輪體的旋轉精度以及整套磨刀裝置的運動剛度沒有得到有效的保證,其判斷方法是在砂輪體運行10~20分鐘後用手觸摸砂輪軸外殼會感到其溫度和運行前的溫度基本一樣;二、當內圈緊固螺釘的壓緊量大時,軸承的滾動體與套圈之間產生很大的變形,該變形已超出了彈性變形,有了一定的塑性變形,此時當滾動體與套圈產生相對運動時(砂輪體旋轉時),由於滾動體與套圈之間產生很大的摩擦力,同時在運行中軸承溫度會迅速升高,並轉向砂輪軸外殼和砂輪電機,在砂輪體運行10~20分鐘后就不能用手去觸摸砂輪軸外殼(溫度太高易燙傷),在運行時間過長時,還會將砂輪電機葉片燒化,軸承燒損。砂輪體的旋轉精度以及整套磨刀裝置的運動剛度也沒有得到有效的保證;三、當內圈緊固螺釘的壓緊量適中時,軸承的滾動體與套圈之間產生預變形,軸承適度預緊,砂輪體的旋轉精度以及整套磨刀裝置的運動剛度得到有效的保證。其判斷方法是在砂輪體運行10~20分鐘后,用手觸摸砂輪軸外殼會感到其溫度和運行前的溫度有所提高,但不燙手。因此,該對軸承的預緊必須經過多次調試、運行才能達到滿意的效果。
總之,向心推力軸承的預緊與調試是講求一定的方法的,向心推力軸承的安裝只有兩種方法:背靠背、面對面,且一旦確定了其中一種方案,那軸承的安裝方法、定位方法以及軸承的預緊方法就固定了,它與另一種方案是完全不同的安裝調整方法。對旋轉體精度要求較高的在軸承預緊后,必須檢查軸承預緊量是否適度,其判斷標準是在旋轉體運行一定時間后,用儀器或感知經驗去檢測旋轉體的同軸度、溫度、雜訊、頻率等參數是否正常,才能將其投入生產運行。

基本信息
- 中文名
- 向心推力軸承
- 電子產品類別
- 物理
- 用途
- 軸向負荷傳動軸的安裝等
- 性質
- 科學
- 安裝方法
- 背靠背、面對面
- 區別
- 軸承正面,軸承背面