絕熱層
絕熱層
固體發動機中保護殼體的耐燒蝕材料,常用的絕熱層由合成橡膠(如三元乙丙橡膠,丁腈橡膠)加入石棉等耐燒蝕組分製成,如三元乙丙和丁腈絕熱層,也有用環氧樹脂或酚醛樹脂加入碳纖維或芳綸等材料製成,具有良好的隔熱、耐燒蝕、抗沖刷等性能,保證發動機在高溫高壓下承受燒蝕、沖刷仍能長時間可靠工作。
絕熱層材料主要由基體材料、補強填料、耐燒蝕填料、工藝助劑和硫化交聯劑等組分構成。一般來說,填料要佔絕熱層總質量的30%~60%。
絕熱層基體材料的選擇對絕熱層的性能有較大的影響,對基體材料的要求是密度低、比熱大、耐熱性高、抗老化性能好,與推進劑葯柱化學相容性好。同時,絕熱層基體材料與發動機殼體有良好的粘接性能,易於施工。
常用的基體材料為合成橡膠和樹脂。橡膠品種主要有NBR、EPDM、CR、丁基橡膠、SBR、硅橡膠等;樹脂基材主要是耐高溫酚醛樹脂。
(1)NBR
NBR是由丁二烯和丙烯腈經乳液共聚而製得的一種高分子彈性體,具有優異的耐油性和易粘接性,而且耐熱性好、透氣率低,其應用十分寬泛。美國噴氣公司於20世紀60年代初期開始將NBR廣泛應用於各類固體火箭發動機中。當受到高溫灼燒時,NBR絕熱層除了產生裂解反應外,丁二烯分子與丙烯腈分子受熱產生鍵合,形成類似梯狀的分子結構,燒蝕過程中形成的炭化層正是因為含有這種耐高溫結構而具有相當大的強度。但是NBR的耐寒性和抗老化能力還不夠理想。
(2)EPDM
EPDM大分子主鏈為飽和結構,雙鍵位於側鏈,分子內沒有極性取代基,鏈節較柔順。根據第三單體種類的不同,EPDM可分為ENB型EPDM、DCPD型EPDM和HD型EPDM。不同型號EPDM結構的差別主要在於:第三單體的種類與數量、乙烯和丙烯的比例、單體單元及其序列結構、相對分子質量及其分佈。
與NBR相比,EPDM具有如下優點:
1)密度低,僅為0.86~0.87 g/cm(NBR密度為0.94~1.0 g/cm);
2)良好的耐低溫性能和耐熱性能;
3)優異的耐臭氧老化性能及耐候性;
4)良好的力學性能。
EPDM的綜合性能好,是良好的絕熱層基體材料。以EPDM為基材的絕熱層,密度低、延伸率高,具有良好的抗燒蝕性能和隔熱性能,可長期貯存,與推進劑、鋼(鋁)、玻璃纖維或有機纖維增強的複合材料有很好的化學相容性,並可以降低發動機的消極質量,是近年來固體火箭發動機燃燒室廣泛使用的內絕熱材料。EPDM絕熱層適用範圍廣,可用於火箭發動機燃燒室內絕熱層,也可用於火箭發動機噴管收斂段及火箭的外絕熱層,還可用於雙基及複合推進劑裝葯的包覆層。
從20世紀80年代開始,EPDM絕熱層得到了廣泛的應用。但EPDM也存在不足,主要是硫化速度較慢,自粘性差,且粘接強度不高。
為了滿足發動機對絕熱層提出的力學性能要求,絕熱層中通常需加入補強填料。絕熱層的抗拉強度、仲長率、硬度等性能在很大固體火箭推進劑理淪與工程程度上取決於所選用填料的品種和用量。絕熱層常用的補強填料是粉狀填料,包括炭黑、白炭黑等。
(1)炭黑
炭黑是各種氣態或液態碳氫化合物經不完全燃燒得到的微粒。採用不同原料、不同方法製得的炭黑的粒子細度、結構及表面化學活性等均有所差別,所以補強效果也不相同。爐法炭黑的補強效果好,兼具良好的耐磨性與抗撕裂性,工藝性能較好,因此常用於橡膠補強。
炭黑是無定形晶體結構,炭黑的細度、結構、表面化學性質,以及炭黑在膠料中的分散程度等將顯著地影響膠料的性能。在炭黑巨大稠合芳環的周邊上結合有羧基、酚基、醌基、內酯基等含氧有機官能團,當炭黑用作橡膠補強劑時,這些官能團在混煉或硫化過程中能與橡膠基材反應,使結合橡膠增加。官能團對橡膠的補強作用因膠種而異,對橡膠硫化及老化性能的影響較大。
(2)白炭黑
白炭黑是指細分散的SiO,按其生產方法可分為沉澱法白炭黑和氣相法白炭黑。因製造條件和牌號不同.白炭黑的性能有很大區別,主要表現在粒徑、比表面積、表面化學性質等方面。
白炭黑的補強效果要優於任何一種其他白色補強劑,而且隨著白炭黑用量增加,硫化膠的力學性能不斷提高,如圖所示。白炭黑的補強性能主要取決於白炭黑的比表面積、結構性能和表面化學性質,白炭黑只有在被橡膠良好潤濕,並在橡膠中良好分散的情況下才能充分發揮其補強作用。與添加沉澱法白炭黑的膠料相比,添加氣相法向炭黑的膠料有較高的硬度、定伸應力、抗拉強度和撕裂強度,但含氣相法白炭黑的膠料永久變形程度較高。
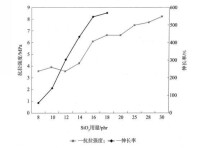
性能比較
(3)其他補強填料
在橡膠型絕熱層中用到的其他填料還有陶土、碳酸鈣、硅酸鈣、鈦白粉等,但它們的補強效果遠不如炭黑和白炭黑,因而常作為填充劑使用,或為了改善膠料的某些性能及降低成本而使用,在此不再詳述。
耐燒蝕填料的主要作用是提高絕熱層在高溫燃氣作用下的隔熱效應,保護基體材料產生的碳化層在高速熱氣流的沖刷下,仍能保有完整性和牢固性,以降低絕熱層的燒蝕率。除此之外,添加耐燒蝕填料還可調節絕熱層的抗拉強度、模量和密度。
理想的耐燒蝕填料最好是能同時滿足下述條件:
1)獲得單位效能所需的量少,即效能/價格比高;
2)本身低毒或基本無毒,燃燒時生成的有毒和腐蝕氣體儘可能少;
3)與基材相容性好,不易遷移和滲出;
4)具有足夠高的熱穩定性,在絕熱層加工溫度下不分解;
5)不致過多惡化絕熱層的加丁性能和最後產品的物理一機械性能;
6)原料來源充足,製造工藝簡便,價格低廉。
耐燒蝕填料按其形態可分為耐燒蝕纖維填料和阻燃粉狀填料兩類。
絕熱層應具備良好的製備工藝,以獲得均勻、柔軟、光滑、尺寸穩定的絕熱層片材。此外,絕熱層還應具有良好的成型工藝,使片材在施工環境下易於粘貼。絕熱層的這些工藝性能主要與基體材料相關,但添加適量的增塑劑、增粘樹脂等工藝助劑也是獲得良好工藝性能的重要手段。
(1)增塑劑
橡膠絕熱層中加入增塑劑的主要作用是提高膠料的柔性,改善其加工性能。加入增塑劑后能降低橡膠絕熱層粘度和彈性模量。
橡膠絕熱層常用的增塑劑品種主要有:石油系增塑劑、脂肪系增塑劑和合成增塑劑。使用時要根據橡膠的極性特點選擇合適的增塑劑品種,否則硫化後會由於相容性差而造成增塑劑析出。對有些要求具有高模量的絕熱層,應在其加工性能滿足生產要求的前提下盡量減少增塑劑的用量。
(2)增粘樹脂
針對EPDM、硅橡膠等非極性、難粘橡膠材料,常在配方中加入增粘樹脂來改善其粘貼工藝,提高界面粘接強度。橡膠絕熱層常用的增粘樹脂有酚醛樹脂、松香等。此外,有些增塑劑品種同時也是增粘劑,如古馬隆樹脂等。
固體火箭發動機的絕熱層大致分為三類。第一類是柔性絕熱層,通常以高分子彈性體材料為基體,用於殼體黏結式裝葯結構。第二類是硬性絕熱層,通常以高分子樹脂材料為基體,用於自由裝填式裝葯結構以及與火焰接觸的部位。第三類是近期發展的由柔性和硬性兩類組合的多層式絕熱層,它兼有柔性絕熱層和硬性絕熱層的優點,適用於任何裝葯結構。
1.柔性絕熱層
此類絕熱層按成型方法不同,又可分為軟片粘貼和厚漿塗敷兩種類型。
粘貼式柔性絕熱層是用高分子橡膠材料作基體,與粉末狀耐燒蝕填料以及多種添加劑按預定配比,經輾片機混合和多次輾壓,先製成半固化狀態的軟片,再經模壓製成用於人工脫粘層的預製件,並將軟片直接裁剪成圓簡體尺寸,兩端搭接后,將預製件和圓簡體分別黏結到殼體內壁,也可將頭端部預製件與軟片預先搭接成整體圓筒,置入塗有黏結劑的殼體中,然後用氣囊充氣加壓,使其緊貼於殼體內壁,並在高溫、加壓下固化。粘貼式絕熱層必須保證界面的空氣充分除盡,且不含揮發性溶劑,以確保與殼體的黏結質量。這類絕熱層早期使用的主要以丁腈丁苯和酚醛改性丁腈橡膠作為基體材料,填料為石棉、二氧化硅和硼酸。它們的優點是強度適中,延伸率很高,隔熱性能較好,密度相對較低。其主要缺點是高溫炭化后失去機械強度,不能形成牢固的炭化層,因面抗沖刷性差,燒蝕率偏高。後期發展的元乙丙橡膠與氧化硅組成的絕熱層,在密度。抗拉強度、延伸率,隔熱性能低溫性能和抗老化性能等方面均有較大改進但其耐燒蝕性能仍遜於硬性絕熱層。三元乙內絕熱層與金屬殼體的黏結性差,需採用特味的黏結劑和相應的黏結工藝塗數式柔性絕熱層是早期型使用的另類以高分子彈性體材料為基體
的采性絕熱層。它與粘貼式絕熱層的義湖主要是採用液態預聚物作基體材料,加人填料和其他組分經混合后成為稿厚的漿料、因面可用噴塗。制塗、塗刷、離心等工藝方法直接在殼體內壁塗敷,經加熱固化后成型,不需要預先製成軟片或預製件,且整個絕熱層沒有搭接縫。這類絕熱層的基體材料通常採用與推進劑配方相同的預聚物,因而與葯柱界面具有良好的黏結性。塗敷式柔性絕熱層的缺點是抗沖刷能力差,燒蝕率較高,漿料中含有揮發性液體,容易在塗敷和固化過程中使絕熱層產生氣孔,因而工藝條件必須嚴格控制。
2.硬性絕熱層
此類絕熱層採用耐高溫的熱固性樹脂為基體材料,最常用的是酚醛和改性酚醛,近期發展的有聚醯亞胺、聚苯並咪唑、聚苯並噻唑和聚苯撐等,填料則採用耐高溫的纖維,如石棉纖維、高硅氧纖維、酚醛纖維、碳纖維和凱夫拉縴維等,增強纖維可以製成短纖維,也可編織成帶、紗、布或氈,絕熱層的成型方法有層壓、模壓、貼片和多向編織預浸纏繞等,硬性絕熱層的特點是在高溫、高速燃氣作用下能形成牢固的炭化層,抗沖刷性和耐燒蝕性好,且有很高的抗壓強度和模量。它特別適用於受氣流沖刷嚴重的端面燃燒和自由裝填式固體火箭發動機的貼壁絕熱層,其缺點是密度大、隔熱性能較差、延伸率太低。對殼體黏結式裝葯結構也不能起到應力緩衝作用,補救辦法是在樹脂基體中摻入部分彈性體預聚物或在硬性絕熱層內表面增加彈性體襯層。
3.多層組合式絕熱層
此類絕熱層可按使用要求製成不同結構。如在兩層三元乙丙柔性絕熱層之間夾一層硬性的酚醛纖維布,經熱壓固化后製成組合絕熱層。其中,三元乙丙絕熱層起到良好的隔熱作用和阻止氣體滲透,而酚醛纖維布則有很好的耐燒蝕性和抗沖刷性。整個組合絕熱層又有較高的延伸率和抗拉強度,且燃燒產物無煙無毒。這種組合絕熱層的抗燒蝕時間比三元乙丙絕熱層長1倍以上,而殼體外壁溫度基本沒有升高,又如用三種不同材料製成三層組合式絕熱層,內層為樹脂基體與增強纖維組成的抗燒蝕層,中間層和外層則用彈性體預聚物和無機填料組成的多孔狀結構。中間層起隔熱作用,外層起應力緩衝作用。顯然,這種組合式絕熱層具有良好的綜合性能。
固體火箭發動機的燃燒室內壁通常貼有一定厚度的絕熱層。其功能是對燃燒室殼體起隔熱作用,防止殼體在高溫燃氣作用下因溫度過高而失強或被燒穿,柔性絕熱層對殼體黏結葯柱還有一定的應力緩衝作用。前、后封頭與后簡體部位的絕熱層常採取人工脫粘結構,以改進葯柱結構完整性。端面燃燒和內孔燃燒的自由裝填式葯柱,其外側包覆也需用絕熱層。絕熱層的性能要求:
1.隔熱性能
絕熱層應有優異的隔熱性能,為此,要求絕熱層及其炭化層具有低導熱係數、高比熱、高熱解溫度和吸熱效應。
2.耐燒蝕性能
絕熱層應在高溫、高速燃氣灼燒和沖刷下具有良好的耐燒蝕性和抗沖刷性。其衡量標準是在規定的熱通量和氣流速度下,絕熱層的線燒蝕率滿足設計指標。低燒蝕率絕熱層要求其在高溫燃氣作用下能形成質地緻密、強度較高削炭化層。
3.力學性能
澆注形式裝葯結構的絕熱層,其模量或硬度直接影響界面的正應力和剪應力,柔性絕熱層能減小界面剪應力和徑向拉應力以及葯柱內孔的周向拉應力。故這類絕熱層應具有低模量、高延伸率、低玻璃化溫度和較高的強度/模量比。而自由裝填式裝葯結構的殼體內絕熱層若與殼體黏結,則要求高模量和高抗壓強度。如絕熱層製成套筒不與殼體黏結,則不僅要有高抗拉強度,而且應有較高延伸率和低玻璃化溫度。
4.黏結性能
絕熱層與殼體,絕熱層與襯層(葯柱)之間必須具有良好的化學相容性和規定的黏結強度,而且這種界面的良好黏結應能承受長期貯存和各種使用環境的考驗而不被破壞。這是保證葯柱結構完整性或固體火箭發動機工作可靠性極為重要的條件,也是決定固體火箭發動機服役壽命的重要因素之一。
5.密度
為了減少固體火箭發動機的消極質量,提高質量比,絕熱層的密度越低越好。
6.發煙量
採用微煙推進劑的固體火箭發動機,其絕熱層的熱解和燃燒產物應盡量減少其煙霧量,以降低對微波、紅外信號的衰減效應和可見煙霧度。
推進劑葯柱的燃燒溫度高達l 500~3 500 K。因而必須對殼體內表面進行保護。
內絕熱層(insulation)設計包括以下四個主要步驟:
1)內絕熱層環境分析:包括推進劑燃氣性質、內腔氣動力等;
2)材料選擇:在模擬發動機工作條件下進行縮比試驗,以對試件進行評估;
3)確定殼體不同部位承受高溫所需的絕熱層厚度;
4)確定能承受殼體和推進劑葯柱機械應變所需的絕熱層尺寸和厚度。
在氣流燒蝕較高的部位(殼體內壁附近高速氣流區),可使用耐熱樹脂(酚醛、聚醯胺)預浸漬的石棉、高硅氧、碳纖維等緻密甚至是剛性的材料,但目前彈性體已越來越多地取代了這種材料。彈性體材料通過添加增強填料,使絕熱性能明顯得到改進。由於過去應用多年的石棉填料已被禁用,現已開發了各種新的絕熱材料來取代含石棉的材料。這些增強填料可以是纖維狀的(如高硅氧纖維、凱芙拉、碳纖維),也可以是粉末狀的(如高硅氧、碳)。絕熱層密度可以各不相同,以便減輕發動機消極質量。
殼體圓筒段絕熱層在推進劑燃燒末期才會裸露出來,它可以採用一種含填料較少的用噴塗法成型的橡膠襯層。襯層的主要作用是保證推進劑與殼體上防熱橡膠層之間具有良好的粘結。