木螺釘
機械零件
木螺釘與機器螺釘相似,但螺桿上的螺紋為專用的木螺釘用螺紋,可以直接旋入木質構件(或零件)中,用於把一個帶通孔的金屬(或非金屬)零件與一個木質構件緊固連接在一起。這種連接也是屬於可以拆卸連接。
木螺釘與自攻螺釘區別
自攻螺釘硬度高,螺紋間距寬,螺紋深,表面不光滑,木螺釘則相反,另一個差別更明顯,木螺釘後段沒有螺紋。木螺釘螺紋細,尖鈍且軟。自攻螺釘螺紋較粗,尖銳且硬。
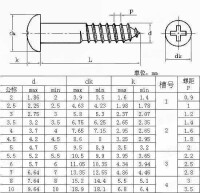
木螺釘的樣本圖
開槽沉頭木螺釘GB100-86
開槽半沉頭木螺釘GB101-86
六角頭木螺釘GB102-86
十字槽圓頭木螺釘GB950-86
十字槽沉頭木螺釘GB951-86
十字槽半沉頭木螺釘GB952-86

搓絲木螺釘
這是一種專門針對木頭而設計的釘子,進入木頭后,會非常牢固的嵌入其中。如果木頭沒有朽壞,是不可能拔出來的,即使強行拔出來也會把附近的木頭給帶出來。還有一點要注意的,木螺絲一定要用螺絲刀旋進去,千萬不要用榔頭敲進去,會把周圍的木頭損壞。
安裝木螺釘工具螺絲起子為其裝卸工具,形狀配合木螺釘頭槽形而有一字及十字形二種;此外另有一種裝在弓形鑽上專用之起子,適用於裝卸較大之木螺釘,使用上較方便及省力。
運用範圍非常廣泛。一般運用在板金,傢具產品,房屋裝修,牆板,甲板,工程建設,水利工程,電子,機械設備行業等等。
木螺釘的材質一般比較常用的有兩種,一種是鐵材質的,別一種是不鏽鋼材質的。不鏽鋼材質木螺釘有SUS201,SUS304,SUS316等的。
木製品的聯接與緊固,在家庭裝飾中廣泛採用,是人造板及塑料件的理想用品,具有刃口鋒利,產品硬度好,便於擰入,一段無螺絲部分,使擰入后不易退出。
鍛坯正火
鍛坯正火的作用
在進行熱處理過程中,鍛坯正火可以消除毛坯的鍛造應力,降低材料的硬度以改善切削加工性能,同時也均勻組織、細化晶粒,以利於切削加工,並為下一步的熱處理作組織準備。這一步是熱處理的前奏,所以在熱處理工藝中有著至關重要的作用。
經過鍛坯正火后,材料的組織達到了良好的熱處理效果,所以需要我們再做出適當的熱處理來達到材料需要的硬度,熱處理工藝如下:
1)鍛坯正火的溫度應該保持在850±10℃。
2)在鍛坯正火過程中應該保溫1.5h,空冷。
3)使用的設備為井式爐或箱式爐(額定溫度950℃)。
4)檢測時的硬度應小於或者等於217HBW。
操作技巧
在這個過程中,材料可能會受到很多原因而不能滿足我們的要求,所以需要我們有很好的操作技巧來克服這些困難。在鍛坯正火的熱處理工藝中我們多採用多件集中裝爐,出爐時工件必須相互間隔20mm以上空冷,也可用風扇強製冷卻,以確保冷卻速度≥100℃/h。
調質目的:在進行調質過程中我們的目的是獲得均勻細密的回火索氏體組織,細密的索氏體金相組織有利於零件精加工后獲得光潔的表面。同時,也使主軸具有良好的綜合力學性能,經淬火后高溫回火,其硬度可達220~250HBS。
材料進行調質過後,硬度達到了220~250HBS,然後我們需要進行熱處理工藝,其如下:
1)淬火時的溫度應該保持在840±10℃。
2)淬火過程中應該保溫1.5h,水冷。
3)回火時溫度應該保持在580±l0℃。
4)回火時應該保溫2~2.5h,空冷。
5)調質使用的設備為井式爐(額定溫度950℃)。
6)檢測時硬度220~25OHBS。
操作技巧
由於工件尺寸超過45鋼淬火水冷的臨界尺寸,因此淬火前主軸各部位需經粗加工,留4~5mm(包括內孔)加工余量進行調質,確保調質層的有效保留。調質熱處理多件集中裝爐時,應垂直弔掛且工件必須相互間隔20mm以上,以確保工件加熱均勻、變形小。
錐孔及外錐體的局部淬火
局部淬火方式
外錐體鍵槽部位不淬硬,應用石棉繩等物填充加以保護,錐孔和外錐體部分可採用鹽浴快速加熱並水淬,經回火后,其硬度應達45HRC。
熱處理工藝:淬火900±10℃,保溫20min,水冷。設備:鹽浴爐(額定溫度950℃)。
回火:180~200℃,保溫2~2.5h,空冷。設備:硝鹽回火爐(額定溫度600℃)。檢測:硬度45~50HRC。
操作技巧
採用超過45鋼正常淬火溫度的900℃進行快速加熱,使錐孔及外錐體的表面快速達到淬火溫度,進行淬火冷卻,可以保證錐孔及外錐體表面的硬度和性能要求,又可減小錐孔及外錐體的局部加熱對軸頸部位的影響,減小熱處理變形量。
熱處理已成為現代工業中一種不可缺少,而且日益重要的加工工藝方法。因此感應加熱設備的發展也是日益壯大。選用好的加熱設備,能使工作事半功倍。工業中常用的熱處理設備有以下幾類

超音頻感應加熱設備
| 型號 | WH-VI-16 | 輸入功率 | 16kw |
| 電源 | 單相220V | 電壓 | 180-250V |
| 冷卻水壓 | 0.1Mpa | 輸入電流 | 42A |
| 水溫保護 | 55℃ | 效率 | 90% |
| 振蕩頻率 | 10-80KHz | 冷卻水壓 | 0.1Mpa |
| 外形尺寸 | 500×240×450mm³ | 重量 | 20kg±5% |

高頻感應加熱設備
| 型號 | WH-VI-50 | 輸入功率 | 50KW |
| 輸入電壓 | 342V-430V | 最大輸入電流 | 75A |
| 冷卻水流量(主機) | 20L/min(0.1mpa) | 冷卻水流量(變壓器) | 18L/min(0.1mpa) |
| 振蕩頻率 | 15-35KHZ | 冷卻水壓 | 0.1-0.3Mpa |
| 主機體積 | 590×450×780mm3 | 變壓器體積 | 420×355×450mm3 |
| 主機重量 | 55±5%kg | 變壓器重量 | 35±5%kg |
中頻感應加熱設備
| 型號 | GS-ZP-200 | 輸入功率 | 200KW |
| 最大輸入電流 | 300A | 工作電壓 | 342-430V |
| 振蕩頻率 | 2-4KHz | 進水口水壓 | 0.2-0.5Mpa |
| 主機體積 | 810*530*1780 | 分機體積 | 500*800*580 |
| 水溫保護點 | 50℃ | 機身顏色 | 灰色+白色 |

淬火機床
| 最大淬火長度(mm) | 4000 | 最大迴轉直徑(mm) | ≤φ500 |
| 工件移動速度(mm/s) | 2-60 | 旋轉速度(r/min) | 25-125 |
| 頂尖移動速度(mm/min) | 480 | 工件重量(kg) | ≤1500 |
| 輸入電壓(V) | 三相380 | 電機總功率(kw) | 3 |

木螺釘
一、自攻螺釘:自攻螺釘的正確適用場合應該是用於有預鑽孔的金屬材料的緊固和連接。它具有在金屬體上自動攻出內螺紋的功能,並能與之完成螺紋嚙合起到緊固作用。但由於其螺紋底徑較高,用於木製品時,切入木材會比較淺;而且由於螺紋牙距較小,每兩牙螺紋之間的木結構也較少。因此,將自攻螺釘用於木質安裝件,尤其是較為疏鬆的木材時,是不可靠和不安全的。
二、干壁螺釘:細牙干壁螺釘的正確用途是用於金屬龍骨和石膏板之間的緊固和連接。使用於木質安裝件時,它具有與自攻螺釘相類似的缺陷。而且由於干壁螺釘的頭部直徑較大,頭部埋入性較差,也容易造成安裝后的螺釘頭部與安裝件表面不平。
三、傳統木螺釘:傳統木螺釘使用前,需要在木質安裝件上進行預鑽孔,否則很容易造成木材開裂。另外,由於傳統木螺釘不經過熱處理,使用電動工具旋擰容易造成槽型被破壞,而用人力安裝又很費勁。
四、纖維板螺釘屬於比較新穎的木螺釘品種,適合電動工具安裝。但由於其螺紋設計比較單一,仍不能有效的解決在硬木上使用容易造成開裂的頑症,而且在旋入速度和旋擰扭矩上也不具有任何優勢。

基本信息
- 中文名
- 木螺釘
- 外文名
- wood screw
- 所屬學科
- 機械工程(一級學科),機械零件(二級學科),緊固件(三級學科)
- 主要類別
- 平頭型、橢圓頭型等
- 用途
- 把零件與木質構件連接在一起
- 屬性
- 機械零件