氣門間隙
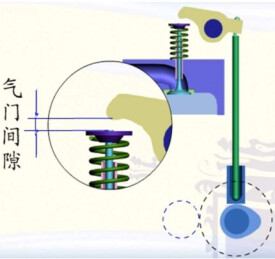
氣門與傳動件之間的間隙
氣門間隙。發動機工作時,氣門將因溫度的升高而膨脹。如果氣門及其傳動件之間在冷態下無間隙或間隙過小,則在熱態下,氣門及其傳動件的受熱膨脹勢必引起氣門關閉不嚴,造成發動機在壓縮行程和做功行程中漏氣,從而使功率下降,嚴重時甚至不易啟動。為了消除這種現象,通常在發動機冷態裝配時,在氣門及其傳動機構中留有一定的間隙,以補償氣門受熱后的膨脹量。這一間隙稱為氣門間隙。

氣門間隙
首搖臂隙(即腳隙 )之所以存在,是因為進排氣門均安裝在燃燒室的頂端,也是溫度最高之處,為了留有膨脹的空間,因而必須存有空隙,至於間隙的大小,因廠家設計不同而不一致,通常在0.2~0.25mm之間。發動機氣門搖臂與此氣門之間經過長久的動作及磨耗,間隙會愈變愈大,所以才有氣門腳間隙的調整。然而並非所有汽車均需調整氣門腳間隙,有些車輛氣門間隙屬於油壓自動調整,就不需要調整氣門間隙了。
)之所以存在,是因為進排氣門均安裝在燃燒室的頂端,也是溫度最高之處,為了留有膨脹的空間,因而必須存有空隙,至於間隙的大小,因廠家設計不同而不一致,通常在0.2~0.25mm之間。發動機氣門搖臂與此氣門之間經過長久的動作及磨耗,間隙會愈變愈大,所以才有氣門腳間隙的調整。然而並非所有汽車均需調整氣門腳間隙,有些車輛氣門間隙屬於油壓自動調整,就不需要調整氣門間隙了。
氣門間隙
()拆室蓋。拆室蓋固螺絲,取室蓋,注損壞室蓋襯墊。抹布擦凈及搖臂軸油污,調整業。
(2)找到一缸壓縮上止點。用搖手柄轉動曲軸或撬動飛輪,使一缸處於壓縮上止點位置。
從發動機前面看,曲軸皮帶輪的正時凹坑與正時記號對準。在部分大型車上飛輪殼的檢視孔1-6缸刻線與飛輪殼正時記號對齊。例如:東風EQ6100-1型發動機,飛輪1-6缸刻線應與飛輪殼的鋼球對齊。
此時從氣門處看:一缸的氣門應都處開關閉的狀態。如果一缸的氣門不全是關閉狀態,說明一缸活塞在下止點位置,您應再轉動曲軸360度,使一缸處於壓縮上止點位置。
(3)確定各缸處於壓縮上止點的方法。根據發動機構造原理我們知道,各缸處於壓縮上止點時,該缸的氣門均處於關閉狀態。因此,您可以打開分電器蓋並確定各缸高壓分線的位置,搖轉曲軸,當分火頭指向該缸高壓分線位置時,觸點張開的瞬間位置,則該缸處於壓縮行程的上止點位置。這們您便可以比較準確的確定各缸壓縮上止點的位置,方便地調整氣門。
(4)測量氣門間隙。氣門間隙有冷車值和熱車值之分,您在測量時應在符合該車的規定的狀態下進行。
選出符合規格的塞規插入氣門桿與氣門搖臂(或凸輪)之間。稍微拉動塞規,如有輕微的阻力,表示間隙正確。
為了確定間隙是否正常,您可以找出比規格大一號的塞規(例如規定值為0.25mm時,用0.30mm)插入氣門間隙,此時,塞規應無法插入,再用小一號的塞規,應可以順利插入氣門間隙中,如果符合上述要求,氣門間隙沒有問題。
如果上述中任何一項不符合要求,表示氣門間隙不正常,必須調整間隙。
(5)調整氣門間隙
1)氣門間隙的調整。首先鬆開氣門調整螺釘的固定螺帽,把規定厚度的塞規插入氣門間隙處,一手抽拉塞規同手轉動調整螺釘,直到塞規稍微受到阻力為止。
調整妥當之後,塞規插到氣門間隙中央,調整螺釘保持不動,擰緊固定螺帽鎖緊調整螺釘。鎖好螺釘后,再用塞規重新測量氣門間隙,因為您可能在鎖緊時無意轉動了調整螺釘,使氣門間隙改變。如果氣門間隙改變,應重新調整到正確為止。
2)兩次調整法。根據配氣機構構造原理,我們知道,進、排氣門排列有一定的規律。按點火順序和進、排氣門排列順序,可以檢查調整4(四缸機)或6隻氣門(六缸機)的間隙;然後轉動曲軸一周,使四或六缸位於壓縮上止點位置,再調整其餘4或5、6隻氣門。
3)逐缸調整法。由於發動機氣門排列順序不盡相同,因此,記憶進、排氣門的順序困難。也可按發動機的點火順序或噴油順序逐缸調整氣門間隙。為了能準確調整氣門間隙,您可用前面介紹的方法利用分電器分火頭的指向,逐缸調整該缸的進排氣門間隙。
(6)裝複檢查
1)逐缸複檢。全部調整好了以後,再用塞規逐缸檢查一扁如果有不合格的間隙,一定要調整到正確為止。待全部氣門間隙都正確后,再檢查一下所有的固定螺絲是否鎖緊。
2)對稱擰緊氣門室蓋固定螺栓。氣門間隙調整完畢后,用抹布擦凈襯墊、氣門室蓋和缸蓋的結合面,並在這些結合面上塗抹專用的密封膠。然後小心地將襯墊放置於缸蓋上,並對準螺栓孔。
將氣門室蓋放到缸蓋上,擰上所有固定螺絲(不要一次擰緊),然後對稱地、分兩次擰緊固定螺絲(一次擰緊容易損壞襯墊,造成漏油)。裝復其他配件,起動發動機進行檢驗,查看是否有氣門響聲或運轉不平穩的現象。如果有氣門響聲或運轉不平穩現象,說明氣門間隙需要再調整。初次調整氣門,容易出現上述現象,因此您必須認真操作,避免返工。
方法(一)
1、在氣門工作面上用軟鉛筆沿徑向每隔4mm劃一條線,將相配的氣門與座接觸,並轉動氣門1/8~1/4轉后取出,如鉛筆線痕迹已全部中斷,且接觸在居中偏下,則表示密封良好;如果有的線未斷,或接觸位置不對,則說明密封不嚴或密封不合要求,需重新研磨或修復。
2、將氣門在相配的座上輕拍數下后,察看氣門及座的工作面,應有明亮完整的光環,且氣門上的光環位置應在工作錐面的居中偏下,則認為已達到密封要求。
3、用帶有氣壓表的氣門密封性試驗器進行檢查,氣門組零件處於裝備狀態,將試器的空氣筒緊緊壓在氣門頭部位置,使容筒端面與汽缸蓋(或汽缸體)結合面保持良好密封,然後捏橡皮球,向空氣容筒內充氣,使具有0.6~0.7MPa的氣壓。如果在半分鐘內氣壓表的讀數不下降,則表示氣門與座的結合密封是良好的。
檢查和調整氣門間隙的原則,應在氣門處於完全關閉、且氣門挺柱落在最低位置時進行,頂置式氣門應測量氣門桿端面與搖臂之間的間隙,側置式氣門則測量氣門桿端面與挺柱之間的間隙,其檢查調整方法有兩種。
1、逐缸調整法。首先找到已缸壓縮終點,調整該缸進排氣門間隙,然後搖轉曲軸,按點火順序逐缸進行。
2、兩次調整法。以六缸發動機按1、5、3、6、2、4點火順序工作為例說明如下:
①先將一缸活塞置於壓縮終點,則該缸的進排氣門必然可調整。
②按“二進三排”的原則。即此時二缸的進氣門和三缸的排氣門必然處於完全關閉狀態,它們也是可以進行檢查、調整的。
③連桿軸徑在同一平面上兩個氣缸,一次只能調整一對氣門,所以此時五缸的排氣門和四缸的進氣門也必然可以檢查調整
④當六缸活塞位於壓縮終點,則其餘未檢查和調整的氣門,必然處於完全關閉狀態。
由此,搖轉曲軸兩次,即可將發動機的所有氣門都進行檢查調整。
方法(二)
(1)劃線法。在研磨過的氣門工作面上,每隔8mm左右用軟鉛筆畫一條線,然後將相配的氣門放在氣門座上旋轉1/4圈,如所划的線條均被切斷,則表示密封性良好,如有的線條未被切斷,說明密封不良,需重新研磨。
(2)加壓法,從進、排氣管口各注入50ml煤油,然後施加20~30kPa的氣壓,看是否有煤油經氣門滲出,若滲油應拆下再次研磨
。
(3)塗色法,在氣門工作面上塗上一層貢藍薄膜,在氣門自然壓下氣門座時,相對氣門座旋轉氣門,此時,若氣門密封面360。都出現貢藍,則氣門是同心的,反之則應更換氣門。
氣門間隙過大,就會使氣門遲開早閉。以致開啟的時間太短,在進氣過程中無法充分吸入可燃混合氣。使發動機正常功率發揮不出來。在排氣過程中,也不能充分排出廢氣,易使發動機過熱。另外,發動機在工作時還會產生氣門敲擊聲,影響機件的使用壽命。
氣門間隙過小,使氣門提前開啟和延遲關閉,使該氣缸無法正常工作。隨著發動機溫度的升高,氣門與氣門座將會發生密封不嚴而漏氣。同時還可能使氣門積炭,甚至燒壞氣門等。
調整的一般方法是:

氣門間隙
②打開離合器殼體上正時標誌檢查孔和缸蓋罩。
③確認缸蓋螺栓處於擰緊到規定扭矩狀態。
④轉動曲軸,使飛輪上“0”刻線與離合器殼上標記線對齊,確認第一缸進排氣門搖臂的弧面與凸輪軸凸輪基圓接觸,即一缸活塞處於壓縮上死點(如果搖臂與凸輪接觸,則應旋轉曲軸360°)此時氣門處於關閉位置。
⑤鬆開調整螺釘1的鎖緊螺母2,用螺絲刀轉動調整螺釘使螺釘下端面與氣門桿3上端面之間A為規定的間隙值(用厚薄規的厚度確定)。保持螺絲刀不動,擰緊鎖緊螺母至規定扭矩,然後可用厚薄規插入間隙A進行複查,如此可以調完第一缸進、排氣門間隙。
⑥然後順時針轉曲軸(從發動機前端看),對於4缸機每轉動180°,即可按點火順序1-3-4-2的次序調整下一發火缸的氣門間隙。對於3缸機則每轉240°,即可按點火順序1-2-3次序調整(曲軸旋轉的角度可用飛輪齒圈的齒數進行換算)。
氣門間隙,是為保證四衝程摩托車配氣機構的正常工作而設置的,由於配氣機構工作時處於高速狀態,溫度較高,因此如氣門挺桿、氣門桿等零件受熱后伸長,便全自動頂開氣門,使氣門與氣門座關閉不嚴,造成漏氣現象。
為避免這種現象發生,設計配氣機構時,在進排氣門桿尾端與挺桿(或搖臂)上調整螺釘之間留有一定的間隙,這一間隙,就是氣門間隙。
一、配氣機構的幾種氣門形式四衝程發動機配氣機構的氣門形式,根據氣門位置的不同,有側置氣門(SV)、頂置氣門(OHV)和頂置凸輪軸式氣門(OHC)三種。從結構上來講,側置氣門最為簡單。但由於採用這種氣門形式后,發動機的抗爆性能和高速性能差,只能用天低壓縮比和轉速不高的發動機,困皮國外已不再採用。國內現採用這種氣門形式尚有長江750和山東750等兩種車型。從性能上來講,頂置凸輪軸式氣門最為理想,它能適當前高轉速、高壓縮比重大功率車型的要求,同時具有良好的經濟性,因此得到了廣泛的應用。我國近年來生產的金城CJ70、JC70,嘉陵JH70,雙獅90,通訊從日本進口的CG125等車型,均採用了這種氣門形式。頂置氣門結構較為複雜,目前僅在美國、原西德(BMW廠生產的R系列摩托車)的義大利等國家由於生產習慣尚繼續採用。我國採用這種氣門形式的車型有東海750和長洚750E。
二、氣門間隙的調整車輛在使用時,由於配氣機構的零件磨損或調整螺釘鬆動,氣門間隙就會發生變化,因此必須定期進行檢查和調整。
1.頂置凸輪軸式氣門間隙的調整方法。
a:拆下進排氣門室蓋和磁電機外罩;
b:轉動磁電機轉子,使其外圓面上的“T”刻線與機殼上的刻線對準,皮時活塞應處在壓縮行程的上止點;
c:將厚度為規定氣門間隙值的塞尺小心地插入氣門間隙內來回拉動,若感到略有阻力時,說明間隙合適.
d:若間隙不合適,則行旋樺調整螺母,一邊用小扳手轉動調整螺釘,一邊拉動塞尺檢查間隙,待間隙合適后,再擰緊后間隙發生變化,應再用塞尺複測一次。
2.側置氣門間隙的調整方法拆下氣門室蓋,卸下火花塞;用手指堵住火花塞孔,踏動啟動踏桿,當手指感到有氣流衝擊時,說明活塞已處在壓縮行程;這時可將螺絲刀頭部伸入火花塞孔內,再緩緩踏動啟動踏桿,當螺絲刀上升到最高點時,活塞即處於上止點;檢查調整氣門間隙。方法同頂置凸輪軸工氣門間隙的檢查及調整方法.
3.需說明的幾個問題對側置氣門來講,氣門間隙是指進排氣門桿尾端與挺桿上調整螺釘間的間隙;對頂置氣門和頂置凸輪軸式氣門來講,氣門桿恬端與搖臂上調整螺釘間的間隙。氣門間隙分冷間隙和熱間隙兩種,熱間隙比冷間隙略小,在發動機冷態下測量的間隙即為冷間隙。通常,進氣門冷間隙在0.08~0.10毫米之間,排氣門冷商隙在0.10~而活塞位於壓縮行程的上止點時,恰好進排氣門完全關閉,所以調整氣門間隙時,必須使客廳塞處於上止點。氣門間隙的調整應在發動機冷態時進行,嚴禁在發動機動轉時即進行調整。對雙缸發動機,應逐缸進行檢查及調整。
氣門間隙調整不當主要是指氣門間隙過大或是過小,不管是哪種情況都會影響到發動機功率、油耗、磨損,而且還會有雜訊。下面我們具體看一下氣門過大或是過小對氣門都有些什麼影響吧!
1、氣門開度減小,進、排氣阻力增大,進氣量減小,動力性降低,排氣不暢
2、增大氣門傳動組對氣門組的衝擊力,出現較大異響聲。
3、會產生“反跳”現象,即氣門落座后再次跳起。
4、會產生“飛跳”,即氣門的上升、下降規律和氣門開啟、關閉不符合原廠設計要求,使配氣相位變化,影響到動力性、經濟性。
會使氣門工作關閉不嚴,造成漏氣,易使氣門與氣門座的工作面燒蝕,同時也影響發動機的動力性和經濟性。
基本信息
- 中文名
- 氣門間隙
- 分類
- 技術術語