齒距
齒厚與齒槽寬之和
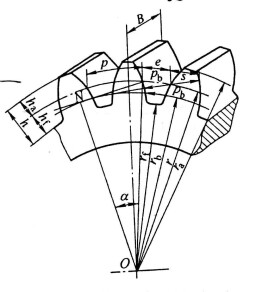
任意圓周上相鄰兩齒同側齒廓之間的弧線長度稱為該圓周上的齒距(pitch),以pi表示。在同一圓周上,齒距等於齒厚與齒槽寬之和,即:pi=si+ei
任意圓周上相鄰兩齒同側齒廓之間的弧線長度稱為該圓周上的齒距(pitch),以表示。在同一圓周上,齒距等於齒厚與齒槽寬之和,即:
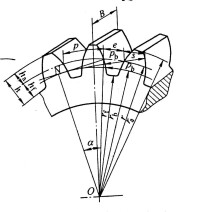
圖1
相鄰兩齒同側齒輪之間的發現長度稱為法相齒距(normalpitch),以表示,在漸開線標準齒輪中,法相齒距等於基圓齒距(如圖1)。
齒距:
基圓齒距(法相齒距):
式中:——模數,根據齒輪受力情況和結構需要確定,選取標準值
——壓力角,選取標準值
齒條上各同側齒廓是平行的,所以在與分度線平行的各直線上其齒距相等(即)
漸開線齒輪為了滿足定傳動比傳動,應使處於嚙合線上的各對輪齒都能同時進入嚙合,為此兩齒輪的法相齒距應相等,即:
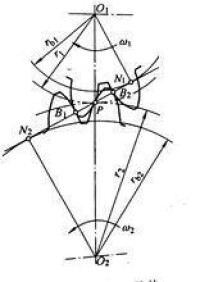
圖2
式中、及、分別為兩輪的模數和壓力角(參考圖2)。
齒距
圖3是一圓柱斜齒輪沿其分度線的剖開圖。圖中陰影部分為齒輪,空白部分為齒槽。由圖可見:
式中:——法面齒距
——端面齒距
——螺旋角
——法面模數(查表,取標準值)
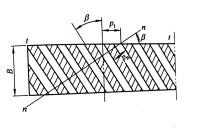
圖3
——端面模數()
齒距偏差()是指在分度圓上,實際齒距與公稱齒距之差,如圖4所示。
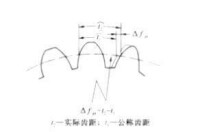
圖4
用相對法測量的時候,公稱齒距是指所有實際齒距的平均值。允許在齒高中部測量,但仍以分度圓上計值。
國標(GB10095)中齒距極限偏差的推薦值如圖5中所示。

圖5
在連續范成發加工(如滾齒)中,是由機床誤差(主要是分度蝸桿跳動)引起的。所以測量是用來揭露機床周期誤差的。而相對分度銑齒或單齒分度磨齒工藝,則是用來揭露加工中的分度誤差。
通常在測量的同時測量出。
齒距偏差的測量分為絕對測量法和相對測量法兩種。
齒距偏差的絕對測量法是直接測出齒輪各齒的齒距角偏差,再換算成線值,其測量原理如圖6所示。被測齒輪1同心地裝在分度盤2上,其每次轉角可由顯微鏡3讀出,被測齒輪的分度定位由測量桿4和指示表5完成。測頭在分度圓附近與齒面接觸,每次轉角都由指示表指零位,依次讀出各齒距的轉角。測量示例及數據處理如圖7所示。
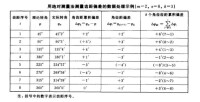
圖7
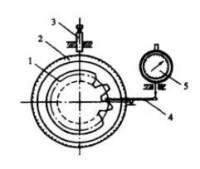
圖6
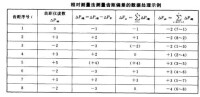
圖9
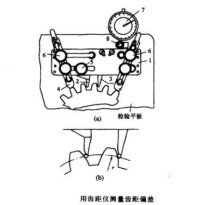
圖8
基本信息
- 中文名
- 齒距
- 外文名
- pitch
- 別名
- 周節
- 乘積
- pi=si+ei
- 公式
- p=s+e