熔積堆積成形
熔積堆積成形
熔積堆積成形也叫熔絲堆積成形,是一種快速成型方法。熔絲堆積成形(簡稱FDM)使用絲狀材料(石蠟、金屬、塑料、低熔點合金絲)為原料。利用電加熱方式將絲材在噴頭中加熱至略高於熔化溫度,呈熔融狀態。在計算機的控制下。噴頭作x—y平面的掃描運動。將熔融的材料從送料埠噴頭射出,塗覆在工作台上,冷卻后形成工件的一層截面;一層成形后,噴頭上移一層高度,進行下一層塗覆。這樣逐層堆積形成三維實體。

工藝原理圖
熔積堆積成形工藝不用激光,因此使用、維護簡單,成本較低。用蠟成形的零件原型可以直接用於失蠟鑄造。用ABS塑料製造的原型因具有較高強度而在產品設計、測試與評估等方面得到廣泛應用。由於以FDM工藝為代表的熔融材料堆積成形工藝具有一些顯著優點,所以發展極為迅速。
成形材料是FDM工藝的基礎,FDM工藝中使用的材料除成形材料外還有支撐材料。
(1)成形材料
FDM工藝常用ABS工程塑料絲作為成形材料,對其要求是熔融溫度低(80~120℃)、黏度低、粘結性好、收縮率小。影響材料擠出過程的主要因素是黏度。材料的黏度低、流動性好,阻力就小,有助於材料順利地擠出。材料的流動性差,需要很大的送絲壓力才能擠出,會增加噴頭的啟停響應時間,從而影響成形精度。
熔融溫度低對FDM工藝的好處是多方面的。熔融溫度低,可以使材料在較低的溫度下擠出,有利於提高噴頭和整個機械系統的壽命;可以減少材料在擠出前後的溫差,減少熱應力,從而提高原型的精度。
粘結性主要影響零件的強度。FDM工藝是基於分層製造的一種工藝,層與層之間黏結性好壞決定了零件成形以後的強度。黏結性過低,有時在成形過程中由於熱應力就會造成層與層之間的開裂。收縮率在很多方面影響零件的成形精度。
(2)支撐材料
支撐材料是加工中採取的輔助手段,在加工完畢后必須去除,所以支撐材料與成形材料的親和性不能太好。
MEM-250-Ⅱ型設備是實現熔絲堆積FDM工藝的國產設備,如圖。它利用ABS絲材通過噴頭加熱至熔融狀態后從噴頭擠出,在數控系統控制下層層堆積成形。
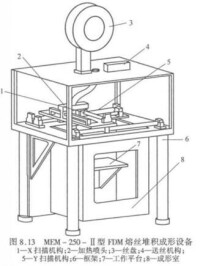
MEM-250-Ⅱ型設備