過程能力
過程具有達成品質的能力
在管理狀態的製程上,該過程具有達成品質的能力,稱為過程能力。正確地維持作業的條件或標準且在計數上、經濟上良好且安定的製程上,量測產品的品質特性,通常以或有時僅以6σ來表示。
過程能力指標(process capability indices):過程能力指標是一些簡潔之數值,用來表示過程符合產品規格之能力。指標之值可視為過程之潛在能力,亦即當過程平均值可調到規格中心或目標值時,過程符合規格之能力。指標之值與指標類似,但將過程平均值納入考慮。
過程能力分析(process capability analysis):在產品生產周期內統計技術可用來協助製造前之開發活動、過程變異性之數量化、過程變異性相對於產品規格之分析及協助降低過程內變異性。這些工作一般稱為過程能力分析(process capability analysis)。
生產能力:指加工數量方面的能力。
過程能力決定於質量因素而與公差無關。
之所以要進行過程能力分析,有兩個主要原因:
·我們需要知道過程度量所能夠提供的基線在數量上的受控性;
·由於我們的度量計劃還相當“不成熟”,因此需要對過程度量基線進行評估,來決定是否對其進行改動以反映過程能力的改進情況。根據過程能力的數量指標,我們可以相應地放寬或縮小基線的控制條件。
工序過程能力指該工序過程在5M1E正常的狀態下,能穩定地生產合格品的實際加工能力。過程能力取決於機器設備、材料、工藝、工藝裝備的精度、工人的工作質量以及其他技術條件。過程能力指數用Cp 、Cpk表示。
案例一:某公司某工序的關鍵指標?——拉力參數的控制圖如下,我們進行如下過程能力的分析:Cpk= Min[ (USL- Mu)/3s, (Mu - LSL)/3s]
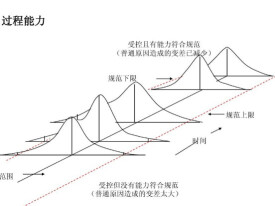
SPC的基準:就是統計控制狀態或稱穩態,過程能力即穩態下所能達到的最小變差。過程能力反映了穩態下該過程本身所表現的最佳性能(分佈寬度最小)。因此,在穩態下,過程的性能是可預測的,過程能力也是可評價的。離開穩態這個基準,對過程就無法預測,也無法評價
過程能力決定於由偶因造成的總變差。當過程處於穩態時,產品的計量質量特性值有99.73%落在u±3的範圍內,其中u和為質量特性值的總體參數,也即有99.73%的產品落在上述6範圍內,這幾乎包括了全部產品。
故通常用6倍標準差(6)表示過程能力,它的數值越小越好。
注意:根據上述,在評估過程能力之前,首先必須將過程調整到穩態,並且當所使用的控制圖已經判穩,反映過程處於穩態,然後才能開始對過程能力進行評估。
過程能力指數度量
(1)過程能力指數度量
過程能力指數(Process Capability Index):簡稱PCI或,以往也稱為工序能力指數。
過程能力一般是通過過程能力指數度量如下:
(雙側規範)
式中:公差,為公差上限,為公差下限,為質量特性值總體的標準差,為其估計值。
(2)參數的意義
在上述過程能力指數中,反映對產品的技術要求(也可以理解為客戶的要求),而則反映過程加工的質量(也即本企業的控制範圍),故在過程能力指數Cp中將6與比較,反映了過程加工質量滿足產品技術要求的程度,也即企業產品的控制範圍滿足客戶要求的程度。
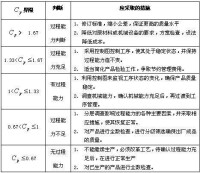
各種分佈情況下的過程能力指數Cp值
根據與6的相對大小可以得到圖7.4-1的三種典型情況。
(1)Cp值越大,表明加工質量越高,但這時對設備和操作人員的要求也高,加工成本也越大,所以對於Cp值的選擇應根據技術與經濟的綜合分析來決定。
當T=6,Cp=1,從表面上看,似乎這是既滿足技術要求又很經濟的情況。但由於過程總是波動的,分佈中心一有偏移,不合格品率就要增加,因此,通常取Cp大於1。
(2)從可知,當Cp=1.33,T=8,這樣整個質量指標值的分佈基本上在上下規範限之內,且留有相當餘地。
需要說明的是,隨著時代的進步,對於高質量、高可靠性的“6控制原則”情況,甚至要求Cp達到2.0以上,所以對Cp的要求應視具體情況而定。
過程能力指數的值越大,表明產品的離散程度相對於技術標準的公差範圍越小,因而過程能力就越高;過程能力指數的值越小,表明產品的離散程度相對公差範圍越大,因而過程能力就越低。因此,可以從過程能力指數的數值大小來判斷能力的高低。從經濟和質量兩方面的要求來看,過程能力指數值並非越大越好,而應在一個適當的範圍內取值。
過程能力判斷指標和措施
直接測定法
對工序使用的設備或裝置的某些特性直接進行測定,以得到有關參數。例如定期檢查機床的精度,使其能保持良好的加工性能。
通過測量工序生產出的產品,並根據其變化情況來計算和分析過程能力。對產品質量特性值的測量,不僅得到了產品本身的質量情況,同時產品質量特性值的變化也反映了工序質量的變化,並且通過產品質量來推測工序質量,在實際生產過程中往往是可行的。計算過程能力指數的原始數據就是通過測定產品得到的。
通過分析操作及管理上的差錯來判斷過程能力是否充足。對操作工的能力等“軟體”的測定,往往難於用儀器儀錶來測定,但可通過對所有差錯的類型、數量的分析來推測過程能力是否充足。
• 計算過程能力
對於過程能力的初步估計值,應使用歷史數據,但應剔除與特殊原因有關的數據點;
當正式研究過程能力時,應使用新的數據,最好是25個或更多時期子組,且所有的點都受統計控制。這些連續的受控的子組的p值是該過程當前能力的更好的估計值。
• 評價過程能力
剛才計算的過程能力反映該過程生產和可能預期生產的現階段性能水平,只要過程保持受控狀態並且在性能上不經歷任何基本的改變,則過程會並且能夠按現有水平運行。從一個時期到另一個時期,測得的不合格品率百分數將在控制限間變化,但除去過程中的任何變化,或允許存在超出控制的時期之外,合格品的百分數的平均值將趨於穩定。
• 改進過程能力
過程一旦表現出處於統計控制狀態,該過程所保持的不合格平均水平即反映了該系統的變差原因——過程能力。在操作上診斷特殊原因變差問題的分析方法不適用於診斷影響系統的普通原因變差。必須以對系統本身直接採取管理措施,否則過程能力不可能得到改進。有必要使用長期的解決問題的方法來糾正造成長期不合格的原因。
基本信息
- 中文名
- 過程能力
- 外文名
- process capability
- 記為
- 6σ
- 表示
- 過程符合產品規格之能力