沖裁
沖裁
沖裁是從板料上分離出所需形狀和尺寸的零件或毛坯的衝壓方法。沖裁是剪切、落料、沖孔、沖缺、沖槽、剖切、鑿切、切邊、切舌、切開、整修等分離工序的總稱。沖裁是利用沖模的刃口使板料沿一定的輪廓線產生剪切變形並分離。沖裁在衝壓生產中所佔的比例最大。沖裁可分為剪切、落料、沖孔、切斷、切口和剖切等。沖裁除作為備料外,常用於直接加工墊圈、自行車鏈輪、儀錶齒輪、凸輪、撥叉、儀錶面板,以及電機、電器上的硅鋼片、集成電路中的插接件等。
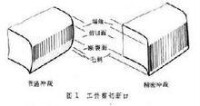
工作剪切斷口
裁是利用沖模使部分材料或工序件與另一部分材料、工(序)件或廢料分離的一種衝壓工序。沖裁是剪切、落料、沖孔、沖缺、沖槽、剖切、鑿切、切邊、切舌、切開、整修等分離工序的總稱。
從板料上分離出所需形狀和尺寸的零件或毛坯的衝壓方法。沖裁是利用沖模的刃口使板料沿一定的輪廓線產生剪切變形並分離。沖裁在衝壓生產中所佔的比例最大。在沖裁過程中,除剪切輪廓線附近的金屬外,板料本身並不產生塑性變形,所以由平板沖裁加工的零件仍然是一平面形狀。
沖裁可分為剪切、落料、沖孔、切斷、切口和剖切等。①剪切是將大平板剪切成條料。②落料是沿一條封閉的分離線將所需的部分從板料上分離出來。③切邊是切去拉深件的飛邊。④沖孔是在板料上衝出孔、槽和百葉窗等。
沖裁后得到的沖裁切口表面由塌角、剪切面、斷裂面和毛刺等4部分組成(圖1)。剪切面是塑性變形形成的,表面光潔且與板料平面垂直。斷裂面是破壞形成的粗糙表面,不垂直於板料平面,呈一定傾角。普通沖裁件的尺寸精度低於5級,表面粗糙度約為Rα50~10。
基本信息
- 外文名
- Blanking
- 定義
- 一種衝壓工序
- 應用
- 墊圈、自行車鏈輪、儀錶齒輪
- 沖裁方法
- 橡膠沖裁或聚氨酯沖裁
- 間隙
- 間隙取板厚的10~15%
- 工序
- 剪切、落料、沖孔