鏜床夾具
鏜床夾具
鏜模是一種精密夾具。它主要用來加工箱體類零件上的精密孔系。鏜模又稱鏜床夾具。
鏜模和鑽模一樣,是依靠專門的導引元件(鏜套)來導引鏜桿,從而保證所鏜的孔具 有很高的位置精度。由此可見,採用鏜模后,鏜孔的精度便可不受機床精度的影響。鏜模廣泛應用於高效率的專用組合鏜床和一 般普通鏜床。即使缺乏上述專門鏜床,也可 以利用鏜模來加工精密孔系。
一般鏜模是由定位元件、夾緊裝置、鏜套、鏜模支架和鏜模底座四部分組成。
鏜模鏜床精密夾具。箱類零件精密孔系。鏜模鑽模,依靠專導引元件——鏜套導引鏜桿,保證鏜孔具置精。,采鏜模,鏜孑精床精影響。鏜模廣泛效率專組合鏜床(稱聯鏜床)般普鏜床。即缺乏述專鏜孔設備廠,鏜模精密孔系。
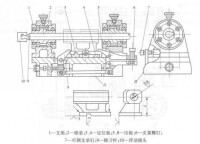
圖1 鏜床車尾架孔鏜模
鏜套構鏜孔幾何形狀、尺寸精度以及表面粗糙度有很大關係。因為鏜套的結構決定了鏜套位置的準確度和穩定性。鏜套的結構形式一般分為固定式鏜套和迴轉式鏜套兩類。
固定式鏜套具有外形尺寸小,結構緊湊,製造簡單,容易保證鏜套中心位置的準確等優點。但是固定式鏜套只適用於低速加工,否則鏜桿與鏜套間容易因相對運動發熱過高而“咬死”,或者造成鏜桿迅速磨損。固定式鏜套結構已標準化,設計時可參閱國家標準相關手冊。
迴轉式鏜套在鏜孔過程中是隨鏜桿一起轉動的,所以鏜桿與鏜套之間無相對轉動,只有相對移動。在高速鏜孔時,這樣便能避免鏜桿與鏜套發熱咬死,而且改善了鏜桿磨損情況。特別是在立式鏜模中,若採用上下鏜套雙面導向,為了避免因切屑落入下鏜套內而使鏜桿卡住,故而下鏜套應該採用迴轉式鏜套。
由於迴轉式鏜套要隨鏜桿一起迴轉,所以鏜套要有軸承支承,按軸承不同分為滑動鏜套和滾動鏜套。
鏜桿的導引部分結構如圖2所示。圖2(a)是開有油槽的圓柱導桿,這種結構最簡單,但與鏜套接觸面大,潤滑不好,加工時又很難避免切屑進入導引部分,常常容易產生“咬死”現象。
圖2(b)和圖2—58(c)是開有直槽和螺旋槽的導引結構。它與鏜套的接觸面積小,溝槽又可以容屑,結構比圖2(a)要好。但一般切削速度仍不宜超過20 m/min。
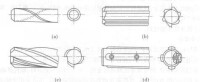
圖2 鏜桿引導部分結構
在雙鏜套導向時,鏜桿與機床主軸都是浮動連接,採用浮動接頭。圖3是一種普通的浮動接頭結構。浮動接頭能補償鏜桿軸線和機床主軸的同軸度誤差。
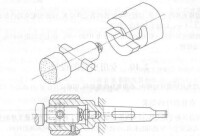
圖3 浮動接頭結構
鏜模支架是組成鏜模的重要零件之一。它是供安裝鏜套和承受切削力用的,因此它必須具有足夠的剛度和穩定性。為了滿足上述功用與要求,防止鏜模支架受力振動和變形,在結構上應考慮有較大的安裝基面和設置必要的加強筋。
鏜模支架上不允許安裝夾緊機構或承受夾緊反力。前面圖1所示的鏜模結構,就是遵守這一準則的例子。圖中為了不使鏜模支架因受夾緊反力作用而發生變形,所以特別在支架上開孔使螺釘6穿過。如果在支架上加工出螺孔,而使螺釘6直接擰在此螺孔中去頂緊工件,則這時支架必然受到螺釘所產生的夾緊反力的作用而引起支架變形,從而影響支架上鏜套的位置精度,進而影響鏜孔精度。
鏜模支架與鏜模底座的連接,一般仍沿用銷釘定位、螺釘緊固的形式。鏜模支架的材料,一般採用灰鑄鐵。
鏜模底座要承受包括工件、鏜桿、鏜套、鏜模支架、定位元件和夾緊裝置等在內的全部重量以及加工過程中的切削力,因此底座的剛性要好,變形要小。通常,鏜模底座的壁厚較厚,而且底座內腔設有十字形加強筋。設計時,還須注意下面幾點:
(1)在鏜模上應設置供安裝找正用的找正基面。找正基面與鏜套中心線的平行度應在300 mm:0.01mm內。
(2)鏜模一般都很重,為便於吊裝,應在底座上設置供起吊用的吊環螺釘或起重螺栓。
(3)鏜模底座的上平面,應按所要安裝的各元件位置,做出相配合的凸台表面,其凸出高度為3~5 mm,以減少刮研的工作量。
(4)鏜模底座材料一般用灰鑄鐵,牌號為HT20—40。在毛坯鑄造和粗加工后,都需要進行時效處理。

基本信息
- 中文名
- 鏜床夾具
- 外文名
- fixture for boring machine
- 運用領域
- 機械工程
- 類別
- 精密夾具
- 功能
- 加工箱體類零件上的精密孔系
- 組成
- 鏜模、夾緊裝置、鏜套、鏜模支架