床身式銑床
床身式銑床
床身式銑床
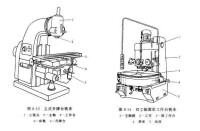
雙立軸圓形工作台銑床,主要用於粗銑和半精銑頂平面。工件安裝在工作台的夾具內,圓形工作台作迴轉進給運動。工作台上可同時安裝幾套夾具,裝卸工件時無須停止工作台轉動,因而可實現連續加工。同時,主軸箱的兩個主軸上可分別安裝粗銑和半精銑的面銑刀,工件從銑刀下經過,即可完成粗銑和半精銑加工。這種機床的生產率較高,但需專用夾具裝夾工件。它適用於成批或大量生產中銑削中、小型工件的頂平面。
本機床是我公司開發的一種新型通用床身式機床,結構合理、剛性好、精度高,具有銑削、鑽孔、攻絲、擴孔及鉸孔等多種功能,是機械、電子、儀器、儀錶、模具、汽車等行業的理想加工設備。
1、底座、機身、工作台、中滑座等主要構件均採用高強度材料鑄造而成,並經人工時效處理,保證銑床長期使用的穩定性。
2、整體結構為床身式結構,銑頭為大功率機械調速高精度銑頭,銑頭可在左、右20°範圍內工作;主軸套筒的進給具有自動、手動、手動微調等功能;主軸剛性大,調速方便、靈活。
3、主軸箱可手動、機動上下升降完成機動進給和快速移動,操作方便、快捷。
4、床身上縱、橫向有手動進給、機動進給和機動快進三種,不同的進給速度,能滿足不同的加工要求;快速進給可使工件迅速到達加工位置,縮短非加工時間。
5、工作台X向行程長,拓展了機床加工範圍, Y、Z嚮導軌為寬矩形導軌,且X、Y、Z三方嚮導軌副經超音頻淬火、精密磨削及刮研處理,配合強制潤滑,減小低速爬行,提高精度,延長機床的使用壽命。
6、潤滑裝置可對縱、橫、垂向的絲杠及導軌進行強制潤滑,減小機床的磨損,保證機床的高效運轉;同時,冷卻系統通過調整噴嘴改變冷卻液流量的大小,滿足不同的加工需求。
(1)定義與公差範圍 主軸箱垂直移動的直線度是指檢驗立柱垂直導軌和主軸箱垂直導軌各自的直線度及兩導軌的配合狀況。此項精度在機床橫向(a項)垂直平面及機床縱向(b項)垂直平面兩個平面內檢驗。在300mm測量長度上,a、b兩項公差為0.025mm。此項精度超差會影響被加工表面的直線度。
(2)檢驗方法 檢驗時工作台位於縱橫行程的中間位置。為避免產生測量誤差,將不運動的部件鎖緊。角尺放在工作檯面上,下面可以墊調整塊,在測量橫向垂直平面時角尺檢驗面應與中央T槽平行,在測量縱向垂直時角尺檢驗面應與中央T槽垂直。將百分表架固定在主軸箱的已加工表面上,使其測頭觸及角尺的檢驗面,移動主軸箱,並調整可調墊塊,使角尺上下兩端處百分表讀數為零,最後移動主軸箱,觀察在角尺的全長上的讀數。
a、b兩項誤差分別計算。在角尺全長上,百分表讀數的最大差值就是直線度誤差。
(3)調整方法該項精度如超差,需修整立柱垂直導軌的直線度,並且與主軸箱導軌合嚴。
(1)定義與公差範圍 工作檯面對主軸箱垂直移動的垂直度,此項精度在兩個平面(機床橫向垂直平面和機床縱向垂直平面)內檢驗。
在主軸箱全行程測量,任意300mm測量長度上,a、b兩項公差為0.025mm。此項精度超差會影響被加工表面的直線度。對於橫向垂直平面,要求只允許工作台抬頭,這樣可以將切削力作用下的變形抵消一部分。判斷工作台是否抬頭,是看角尺上端向哪個方向偏,當主軸箱上升時出現減表,即百分表測頭向外移動,錶針逆時針轉動,讀數減小,就是工作台抬頭。
(2)檢驗方法 與第1項大致相同。區別是角尺放在工作檯面上,不墊墊塊。將主軸箱移動到行程的中間和兩端的三個位置,夾緊後讀數,百分表讀數的最大差值就是垂直度誤差。
(3)調整方法 影響此項精度的有關因素是:工作檯面橫向與導軌的平行度,滑鞍上下面的平行度,床身導軌與立柱導軌的垂直度。這些因素就是此項裝配精度尺寸鏈的組成環。如果單從此項精度來考慮,應選擇易於修配的部位為修配件,可是此項精度與後面的第4項精度有關。此項精度超差后應修整滑鞍的下滑面。
(1)定義與公差範圍 工作檯面的平面度是指檢驗測量基準工作檯面的精度,平面度在1 000mm內公差為0.04mm,在任意300mm測量公差為0.02mm。
(2)檢驗方法工作台應位於縱向和橫向行程的中間位置,將滑鞍與床身導軌鎖緊。用量塊測出工作面與平尺檢驗面之間的最大與最小距離之差,就是平面度誤差。
此項實際測出值是不同方向直線度的最大值。等高塊距工作台端部的距離是為減少平尺本身自重所引起的變形的最佳距離,這樣可以減少測量工具的誤差。
(3)調整方法這項精度超差會影響工件或夾具的底面的定位精度,從而影響加工精度。
如果工作台平面度超差,應修復工作檯面。
如果工作檯面本身合格,裝配后不合格,則超差是由於工作台支承面存在問題,此時應修整工作台支承面,也就是滑鞍的上導軌面。
(1)定義與公差範圍,工作檯面對工作台移動的平行度,應分別在工作台橫向移動(a項)和縱向移動(b項)時檢驗。在任意300mm測量長度上,橫、縱方向平行度公差均為0.025mm,最大公差值為0.05mm。
(2)檢驗方法 ①工作檯面對工作台橫向移動的平行度。在工作檯面上放兩個等高塊,平尺放在等高塊上(與工作台橫向移動方向平行)。鎖緊主軸箱,在主軸上固定百分表,使其測頭觸及平尺上檢驗面。工作台應分別處於縱向行程中間或兩端位置,並將工作台鎖緊。橫向移動工作台並讀數,百分表讀數的最大差值就是平行度誤差。在兩個位置測量中誤差方向相反時,百分表讀數的絕對值之和,為平行度誤差。②工作檯面對工作台縱向移動的平行度。在工作檯面上,跨中央T形槽放兩個等高塊,平尺放在等高塊上,在主軸上固定百分表,使其測頭觸及平尺上的檢驗面。縱向移動工作台並讀數,百分表讀數的最大差值就是平行度誤差。
(3)調整方法這項精度超差會影響被加工表面的平行度(用角鐵夾持工件銑平面還會影響垂直度)。影響橫向平行度的因素有:工作台橫向的平面和導軌的平行度,滑鞍橫向上下導軌面的平行度。故橫向平行度超差時,修整方法同第2項精度(如前所述)。如工作台與滑鞍上導軌面的接觸不好,也影響該項精度,需先修刮合格。
(1)定義與公差範圍,主軸端部跳動包括3項:a.主軸定心軸頸徑向跳動;b.主軸軸向竄動;c.主軸軸肩支承面跳動。c項實質是檢驗主軸軸肩對主軸旋轉軸線的垂直度。它不僅反映主軸端面的跳動,還反映出主軸中間軸承裝配精度是否在公差之內。由於主軸端面跳動量包含著主軸軸向竄動量,這樣端跳誤差實際是主軸軸向竄動量與主軸軸肩支承面對主軸中心線垂直度的向量和。因此,此項應在主軸軸向竄動檢驗之後進行,其公差範圍也大於主軸軸向竄動量的公差範圍。a、b項公差均為0.Olmm,c項公差為0.02mm。
(2)檢驗方法①將百分表觸頭頂在主軸定心軸頸的表面上,旋轉主軸並讀數,百分表讀數的最大差值就是徑向跳動的誤差。②將平頭百分表觸頭頂在插入主軸錐孔中的短柄檢驗棒端面中心孔處的鋼球上,旋轉主軸並讀數,百分表讀數的最大差值就是軸向竄動的誤差。③將百分表觸頭頂在主軸前端面邊緣處,旋轉主軸並讀數,百分表讀數的最大差值就是支承面跳動的誤差。
(3)調整方法a項精度超差將造成刀軸和銑刀的徑向跳動以及銑刀振擺。在銑槽時會產生錐度,並影響槽寬或槽深及表面粗糙度;b項精度超差在銑削時會產生較大的振動和影響加工尺寸精度;c項精度超差會引起以軸肩支承面為安裝基準的銑刀的端面跳動,從而影響加工精度及表面粗糙度。a、c兩項檢驗的是裝刀定位面的精度,並與主軸自身精度有關。故主軸加工精度高,可保證不超差。當主軸前軸承間隙大時,會引起主軸擺動,也會增大徑向跳動量,故a項超差時,應對前軸承進行調整。影響b項誤差的因素主要是主軸軸向定位軸承,故當b項超差時,應調整主軸后軸承間隙。
另外還有主軸錐孔軸線的徑向跳動、主軸旋轉軸線對工作檯面的垂直度、工作台中央T形槽的直線度、工作台中央T形槽對工作台縱向移動的平行度等不進行詳細描述了。

基本信息
- 中文名
- 床身式銑床
- 外文名
- bed type milling machine
- 類別
- 機械
- 特點
- 可沿床座導軌作縱向、橫向移動
- 整體結構
- 床身式結構
- 性質
- 模具、汽車等行業的理想加工設備