磨齒加工
對淬硬齒輪進行齒廓的精加工

蝸桿砂輪磨齒
單齒分度展成法
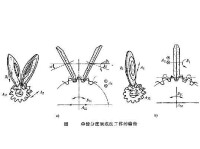
碟形砂輪磨齒用兩個碟形砂輪的端平面來形成假想齒條的兩個齒側面,圖a,同時磨削齒槽的左右齒面。工作時,砂輪作旋轉的主運動B工件既作轉動B,同時又作直線移動A,工件的這兩個運動即是形成漸開線齒廓所需的展成運動;為了要磨削整個齒寬,工件還需要作軸向進給運動A;在每磨完一個齒后,工件還需要進行分度。
碟形砂輪磨齒法的加工精度較高,其主要原因是砂輪工作棱邊很窄,磨削接觸面積小,磨削力和磨削熱也很小,機床具有砂輪自動修整與補償裝置,使砂輪能始終保持銳利和良好的工作精度,因而磨齒精度較高,最高可達4級,是各類磨齒機中磨齒精度最高的一種。其缺點是砂輪剛性較差,磨削用量受到限制,所以生產率較低。
錐形砂輪磨齒法是用錐形砂輪的側面來形成假想齒條一個齒的齒側來磨削齒輪的,如圖b。加工時,砂輪除了作旋轉的主運動B外,還作縱向直線運動A2,以便磨出整個齒寬。其展成運動與碟形砂輪磨齒相同。
錐形砂輪磨齒機的生產率較碟形砂輪磨齒機高,這主要是因為錐形砂輪剛度較高,可選用較大的切削用量。其主要缺點是砂輪形狀不易修整得準確,磨損較快且不均勻,因而加工精度較低。

基本信息
- 中文名
- 磨齒加工
- 外文名
- Grinding machining
- 應用
- 對淬硬的齒輪進行齒廓的精加工
- 分類
- 成形法和展成法兩種