共找到2條詞條名為灌膠機的結果 展開
- 專門對流體進行控制的機器
- 具有精確定位、控膠能力的設備
灌膠機
專門對流體進行控制的機器
灌膠機又稱AB雙液膠灌膠機,是專門對流體進行控制,並將液體點滴、塗覆、灌封於產品表面或產品內部的自動化機器,使其達到密封、固定、防水等作用的設備,一般使用的多為雙組份膠水。
主要用於產品工藝中的膠水、油以及其他液體的粘接、灌注、塗層、密封、填充,自動化灌膠機能夠實現點、線、弧、圓等不規則圖形的灌膠。

灌膠機
灌膠機常用於LED顯示屏灌膠,LED節能燈灌膠,LED電源灌膠,LED燈條,電腦電源灌膠,繼電器模塊灌膠,感測器灌膠,PCB板灌膠,太陽能電池板灌膠,線圈電感灌膠,軟燈條灌膠,點光源灌膠,LED表帖屏灌膠等。
(2)半自動型灌膠機,此類灌膠機可實現於膠水各種比例自動配比,但此類型的灌膠機不帶運動控制平台,直接將膠注入要灌的產品中,一般適用於LED節能燈,電源。
(3)自動灌膠機,此類灌膠機不但可實現膠水的多種比例自動混合,可實現1:1---10:1比例區間混合灌膠作業要求,並且帶有運動控制平台,可走直線,或三維路徑,其中以走三維路徑的較為高端,一般通過電腦控制,適用於各種類型的產品。自動灌膠機應用於大面積灌膠,灌膠要求比較均勻的產品,其中以LED模組灌膠的最為居多。
(4)在線式灌膠機,此類灌膠機自動化程度最高,流水線全自動灌膠作業,已成功運用於蓄電池蓋、球泡燈流水線灌膠作業。
國內灌膠機控制操作模式主要有兩種,分別為觸摸屏控制和計算機控制兩種:
一、觸摸屏控制
內嵌式觸摸屏,控制灌膠混合的比例、膠量大小和出膠速度;
二、計算機控制
在購買灌膠機之前,首先需要弄清兩件事情:
1、使用的膠水基本特性
a) 是什麼膠水,單組份還是雙組份(AB膠),
b) 如果是雙組份,AB膠的重量比是多少,
c) 膠水的粘度和密度,
d) 膠水大約多久時間開始固化,完全固化時間,
e) 膠水如何包裝,
2、灌膠工藝需要達到的要求
a) 灌膠精度要求如何,每個產品用膠量多少,
b) 膠水是用來灌封,黏貼,絕緣,防潮,點滴,
c) 要求如何實現灌膠操作,
2、灌膠工藝:普通灌膠使用半自動灌膠機(比如腳踏控制),精確定位劃線則選用台式、三軸、畫圓等帶自動化功能灌膠機。點膠機的自動化功能其實屬於附屬功能,灌膠機更多起到控制膠水的作用,其他功能可以藉助自動化機械手實現。
4、成本:灌膠方案多種多樣,並非所有的灌膠都需要使用機器,也並非所有自動化點膠都必須附加到灌膠機上。從成本考慮,如果某種膠水需要用太高價位機器,可以考慮更換膠水。如果附帶自動化的點膠機價位太高,可以考慮移動產品而不是灌膠頭。
一、齒輪泵
應用於無填料、有腐蝕性、粘度小於20000CPS的膠水
兩個尺寸相同的齒輪在一個緊密配合的殼體內相互嚙合旋轉,這個殼體的內部類似“8”字形,兩個齒輪裝在裡面,齒輪的外徑及兩側與殼體緊密配合。來自於儲料桶的物料在吸入口進入兩個齒輪中間,並充滿這一空間,隨著齒的旋轉沿殼體運動,最後在兩齒嚙合時排出。

灌膠機
應用於有沉澱(含部分填充物)、腐蝕性不高、粘度小於30000CPS的膠水。
螺桿泵是按迥轉嚙合容積式原理工作。螺桿泵主要工作部件是偏心螺桿(轉子)和固定的襯套(定子)。由於該兩部件的特殊幾何開頭分別形成單獨的密封容腔。介質由軸向均勻推行流動。內部流速低,容積保持不變。螺桿泵壓力穩定,因而不會產生渦流和攪動。
它的最大特點是對介質的適應性強、流量平穩、壓力脈動小、自吸能力高,這是其它任何泵種所不能替代的,而且在後期維護方面,螺桿泵只需更換定子(螺桿護套),這大大降低了成本。
三、柱塞泵
一種雙缸計量柱塞泵及其計量方法,該裝置包括電機、泵頭、滾珠絲桿、傳動齒輪、感應開關、底板,電機與傳動齒輪連接,兩根滾珠絲桿一側固定在底板上的泵頭固定板上,另一側與傳動齒輪連接,在每個滾珠絲桿上均設有一個柱塞桿,在滾珠絲桿前固定板與泵頭固定板之間設置有支撐桿,在其中一個支撐桿的兩端分別設置一個感應開關;泵頭上設置有四個進出膠通孔,通孔一端與外部相連,另一端與柱塞桿密封連接。該方法是在感應開關感應到信號后,通過改變電機旋轉方向和泵頭上換向閥的方向實現進出膠方向的改變,保持兩個進出膠口始終處於一個進膠一個出膠的狀態。本發明控制精度高、進出膠穩定且能夠連續出膠。
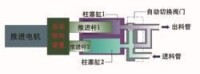
柱塞泵
1.膠閥滴漏
此種情形經常發生於膠閥關閉以後。
95%的此種情形是因為使用的針頭口徑太小所致。
太小的針頭會影響液體的流動造成背壓,結果導致膠閥關閉后不久形成滴漏的現象,過小的針頭也會影響膠閥開始使用時的排氣泡動作,只要更換較大的針頭即可解決這種問題。
錐形斜式針頭產生的背壓最少, 液體流動最順暢。
液體內空氣在膠閥關閉後會產生滴漏現象,最好是預先排除液體內空氣,或改用不容易含氣泡的膠。或先將膠離心脫泡后在使用。
2.出膠大小不一致
當出膠不一致時主要為儲存流體的壓力筒或空氣壓力不穩定所產生。
進氣壓力調壓表應設定於比廠內最低壓力低10至15psi,壓力筒使用的壓力應介於調壓表中間以上的壓力,應避免使用壓力介於壓力表之中低壓力部分。
膠閥控制壓力應至少60psi以上以確保出膠穩定。
最後應檢查出膠時間。若小於15/1000秒會造成出膠不穩定,出膠時間愈長出膠愈穩定。
3.流速太慢
流速若太慢應將管路從1/4”改為3/8”。
管路若無需要應愈短愈好。
4.流體內的氣泡
過大的流體壓力若加上過短的開閥時間則有可能將空氣滲入液體內,解決方法為降低流體壓力並使用錐形斜式針頭。
5.瞬間膠( 快乾膠 ) 在膠閥` 接頭` 及管路上堵塞
此種情形主要因過多的濕氣或重複使用過的瞬間膠,應確保使用新鮮的瞬間膠,將管路以未含濕氣的Aceton丙酮徹底清洗過,使用的空氣應確定完全乾燥且於廠內空壓與膠閥系統間加裝過濾器。( 以上方法如仍然無效,則應使用氮氣。)
6. UV膠 ( 紫外線固化膠)
確定使用黑色的管路。
勿直接添加UV膠於壓力筒舊有的UV膠上,先將原有UV膠放掉, 再將UV膠倒入空的壓力筒,壓力筒內的UV膠往往經過一段時間後會產生氣泡而造成出膠不穩定。
7.針頭
一般而言比20號小的針頭都可能產生空氣問題--- 滴漏或垂流,盡量使用較大號一般金屬針頭或錐形斜式針頭,避免使用繞性或鐵弗龍針頭。
8.環氧樹脂的 ( expoxy ) 清洗
可能的話盡量每一個Shift用一般甲苯溶劑的儲存壓力筒自動清洗一次,愈常清洗越好。
1.機台內部散熱系統不是很好。
2.時常會出現死機現象。
3.LCD反黑,會出現亂碼。
4.機台出現位置偏差(運行一段時間後會出現此狀況)與實際工件。
5.靜電處理不夠理想(有大量的靜電產生)。
6.三軸運行速度比較緩慢,與廠家實際要求的速度有差。
7.Table與小型點膠機搭配使用大概用了一段時間Table的Relay會被擊穿,導致信號一直輸出出現漏膠現象。
8.CF卡的程序不夠穩定工業計算機時常也會發生被燒掉的情況。
9.機台的負載承受能力比較弱。
10.驅動板接插件地方連接比較松,很容易導致主板與驅動板接觸不良。
真空灌膠機流水線三段式真空箱

基本信息
- 中文名
- 灌膠機
- 外文名
- Glue machine