拉削
機械加工作業的類型
拉削所屬現代詞,指的是機械加工作業的一種類型,是使用拉床(拉刀)加工各種內外成形表面的切削工藝。
目錄
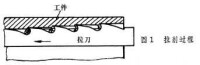
用拉刀作為刀具的切削加工。當拉刀相對工件作直線移動時,工件的加工余量由拉刀上逐齒遞增尺寸的刀齒依次切除(圖1)。通常,一次工作行程即能加工成形,是一種高效率的精加工方法。但因拉刀結構複雜,製造成本高,且有一定的專用性,因此拉削主要用於成批大量生產。按加工表面特徵不同,拉削分為內拉削和外拉削。
拉削
拉削
拉削
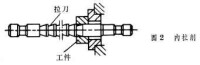
①內拉削:用來加工各種截面形狀的通孔和孔內通槽(圖2),如圓孔、方孔、多邊形孔、花鍵孔、鍵槽孔、內齒輪等。拉削前要有已加工孔,讓拉刀能從中插入。拉削的孔徑範圍為8~125毫米,孔深不超過孔徑的5倍。特殊情況下,孔徑範圍可小到3毫米,大到400毫米,孔深可達10米。
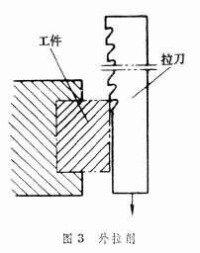
②外拉削:用來加工非封閉形表面(圖3),如平面、成形面、溝槽、榫槽、葉片榫頭和外齒輪等,特別適合於在大量生產中加工比較大的平面和複合型面,如汽車和拖拉機的氣缸體、軸承座和連桿等。拉削型面的尺寸精度可達IT8~5,表面粗糙度為 Ra2.5~0.04微米,拉削齒輪精度可達6~8級(JB179-83)。
拉削時,從工件上切除加工余量的順序和方式有成形式、漸成式、輪切式和綜合輪切式等。①成形式。加工精度高,表面粗糙度較小,但效率較低;拉刀長度較長,主要用於加工中小尺寸的圓孔和精度要求高的成形面。②漸成式適用於粗拉削複雜的加工表面,如方孔、多邊形孔和花鍵孔等,這種方式採用的拉刀製造較易,但加工表面質量較差。③輪切式切削效率高,可減小拉刀長度,但加工表面質量差,主要用於加工尺寸較大、加工余量較多、精度要求較低的圓孔。④綜合輪切式是用輪切法進行粗拉削,用成形法進行精拉削,兼有兩者的優點,廣泛用於圓孔拉削。
基本信息
- 中文名
- 拉削
- 分類
- 內拉削、外拉削
- 特點
- 生產效率高等
- 所屬學科
- 機械工程
- 外文名
- broaching