氣脹軸
1898年美塞斯發明的軸
它是一種特製的收卷、放捲軸,也就是經過高壓充氣后表面可以突起的軸,放氣后表面部份迅速縮回的軸叫做氣脹軸。
世界上第一根氣脹軸是美塞斯Tidland MC01(400/830/1898)發明的。它的名稱多樣化,又叫氣壓軸,膨脹軸,脹氣軸,氣脹輥、充氣軸、壓力軸、氣脹輥等。
氣脹軸叫法雖多,但工作原理同樣。氣脹軸、氣脹套使用極為方便,快捷,只需自備氣源,空氣壓力控制在6-8kg/cm2範圍內,需鎖緊外部的部件(比如圓形的紙管)時,只要氣槍對著氣脹軸上的氣嘴充氣便可完成,頂住外部的部件(比如圓形的紙管),需放鬆紙卸料時,用手按下氣嘴上的滑外部的部件(比如圓形的紙管)便可取出。
氣脹軸
1:充氣作業時間短,氣脹軸與紙管的分離與放置只需3秒鐘就可完成充氣與放氣,也不需分解軸端側的任何零件即能緊密地與紙管咬合。
2:紙管放置簡單:以充氣與放氣的動作,可移動及固定紙管在軸面上的任何一個位置。
3:承載重量大:可根據客戶的實際需求,來確定軸徑的大小,並使用高硬力鋼材,使之承載重量加大。
4:經濟效率高:軸的設計為特殊功能的,對於厚、薄、寬、窄的各種紙管皆能全部應用。
5:保養簡單、使用時間長:氣脹軸為單一的零件,其構造中的每個零件皆有固定的規格,均能互換使用,使其維修方便。
氣脹軸的用途很廣,凡有收卷、放卷、分切的的機器,都可適用氣脹軸,甚至包括輕金屬行業。如:氣脹軸主要適用於印刷設備有:曬板機、柔印機、凹板機、商標印刷機等等;其它機械有:塗布機、皮革機、定型機、壓花機、分條機、模切機、復卷機、紙筒機、制袋機、貼合機、覆膜機、吹膜機、發泡機、淋膜機、壓紋機、造紙機、無紡布機、驗布機、燙金機、電池設備等等相關機械配套之使用。
一、應用廣泛:氣脹軸作為獨立設計的零件,從1英寸---12英寸,長短大小均由客戶實際需要確定,凡有分條印刷、復卷、塗布、貼合、制袋、造紙等工為設備或其它相關中心卷取的機械,均可適用氣脹軸。
二、經濟高效:軸的設計為實際工作需要設計,對厚薄寬窄等各類型卷管皆能適用.
三、使用時間長,保養簡單:雖氣脹軸是機械上的一配件,但它自身構造中的每一個零件皆有固定的規格,均能互換使用,使其維修方便。
四、單一配件:氣脹軸是收卷放卷機械的單一零配件,其結構中的每一零件皆有固定的規格尺寸,可進行分解組合,使維修方便,持久面耐用。
五、專業性:有專業工程技術人員對氣脹軸的設計安裝使用作市場調研。
六、承載量大:氣脹軸軸可按實際機型設計,使用優質鋼材,加大承載量。例如承受重量超過1噸的可以選用鋼質材料的。
七、作業時間短:分離及放置卷管只需2秒鐘的充氣放氣動作即可完成,放置卷管簡單方便,安全適用。凡有收卷、放卷之用的機器設備,都可適用氣脹軸。氣脹軸最長可達六米或以上,最短可達幾百毫米,都是根據客戶需要來定長短。
八、鍵式氣脹軸膨脹起的是單個鍵條,支點擴散到各個鍵條,平衡受力,可適用機械收卷承載量較重的物品。
有多種,其中1寸、1.5寸、2寸、2.5寸、3寸、6寸、8寸、10寸、12寸等,根據需求可加工生產不同規格要求的氣脹軸。
懸臂氣脹軸比一般氣脹軸好就好在次次卸料不用把整根軸卸下來。直接放氣后就可以把料取走了,因為它的寬度都不大,所以自然操作也就更方便了。這也是很多收料重量輕,寬度不大的機器所選用的氣脹軸,只要充氣手柄對著氣脹軸上的氣嘴充氣便可完成上的滑動氣芯即放氣,鍵條會回復到原來的樣子。
整體的金屬框架在安裝懸臂式芯軸操作側的固定端處挖出一個盒型的窗口,以保證印刷平台的結構剛性,軸承座安裝在可移動的鋼塊內側,鋼塊由高精度滾珠絲桿驅動,絲桿的移動位置在版輥芯軸的中心線上,在盒型窗口的上下端分別安裝直線導軌以固定移動式鋼塊,從而保證印刷平台在高速運行中的穩定。在這種設計中,芯軸的固定完全是自動的,整個絲桿的移動和軸端的鎖定排除了人為的因素。移動式鋼塊通過上下兩根直線導軌同機架固定,而且由於絲桿在版輥芯軸中心線上移動,中心壓印滾筒對版輥的推力和沿著滾珠絲桿方向的驅動力均作用在版輥芯軸的中心,只形成較小的局部壓力,且由於力的負載僅作用在版輥芯軸的中心,在支承架上沒有力矩。
| 捲筒芯標準型 | 未充氣時軸外徑 | 充氣后脹塊外徑 |
| 1.5寸 | Ø36mm | Ø40 - Ø42mm |
| 2寸 | Ø49mm | Ø53 - Ø55mm |
| 3寸 | Ø74mm | Ø79 - Ø82mm |
| 4寸 | Ø100mm | Ø104 - Ø106mm |
| 4.5寸 | Ø120mm | Ø124 - Ø126mm |
| 6寸 | Ø150mm | Ø155 - Ø158mm |
| 8寸 | Ø200 mm | Ø205 – Ø208mm |
(1)了解故障發生的經過情況,了解故障前的工作情況及故障后的癥狀。
(2)認真分析故障產生的原因或範圍,找到故障的原因或分析故障的範圍。
(5)通電檢查,主要是查找不易發現的故障。通電檢查應在不帶負載下進行,以免發生事故。
機床電氣故障常採用的檢測方法主要有電壓法、電阻法、短路法、開路法和電流法等等。
(1)電壓法
利用儀錶測量線路上某點的電壓值來判斷確定機床電氣故障點的範圍或元器件故障的方法叫電壓法或電壓測量法。
(2)電阻法
利用儀錶測量線路上某點或某個元器件的通斷來確定故障點的方法叫電阻法。
(3)短路法
用導線將機床上兩等電位點短接起來,來確定故障點的範圍或故障點的方法叫短路法。
(4)開路法
在檢修機床電路中,有時為了檢測特殊需要,必須將電路斷開進行檢查,這種方法叫做開路法。
(5)電流法
用測量通過某線路上的電流是否正常的方法來確定故障點的方法叫電流法。
機床電氣故障檢修一般可分為以下幾個步驟:
(1)準備工作
準備工作包括準備必須的工具、儀錶、機床電路圖和其他資料等
(2)讀圖
對於要檢修的機床,首先必須讀懂電路原理圖。
(3)通過"一問、二看、三摸、四聽、五操作",弄清楚故障現象和故障發生前後的情況。
一問:向機床操作者詢問了解故障發生的前後情況;故障是突然發生的還是經常發生的?有什麼異常現象出現?有什麼失常現象?等等。這樣準確掌握初始的第一手資料,有利於判斷故障發生的部位,迅速找出故障點。
二看:認真觀察機床電器或線路的表面情況。
三聽:啟動機床,聽電動機、控制變壓器、接觸器、繼電器等是否有異常聲和閉合聲。
四摸:當機床運行一段時間后,切斷電源,用手模擬有關電器的外殼或電磁線圈,檢查是否有不正常的發熱現象等。
五操作:從啟機開始,對機床的所有功能進行一一操作演示,在一步一步的操作中仔細觀察操作過程,從中查找發現機床的電氣故障,以利於迅速準確無誤地確定機床的電氣故障範圍。
(4)根據故障現象結合電路圖分析故障大致範圍由以上"問、看、聽、摸、操作"等過程基本弄清楚故障的現象后,這時即可結合電路圖分析故障的大致範圍,然後採用相應的檢測方法,找出故障點。
(5)更換元器件
故障點找出后,需要更換元器件。
為了保證調試上作的順利進行,在進行系統調試前,應根據系統設計規定的要求,認真對照系統、設備的設計要求與圖紙,進行各項檢查。儘可能排除設備在安裝、製造過程中存在的各類問題,改正控制系統在安裝、連接等過程中可能存在的不合理、不正確因素。
(1)設備基本狀況檢查
設備基本狀況檢查通常包括如下內容:1)機械部件檢查
①設備的機械、液壓、氣動部件是否已經安裝就緒?設備的工作條件是否均已經符合運行的要求?
②設備的可動部件是否均已經可以自由移動?可動部件的停止位置是否恰當?
③設備的各種檢測開關、感測器是否能夠可靠發信?位置的調整是否合適?是否已經可靠安裝與固定?
2)外部條件檢查
②設備的工作環境(溫度、濕度等)是否滿足PLC工作條件。電氣櫃、操縱台等部件的安裝位置是否受到陽光的直射?
③設備的周圍是否有強烈振動或者其他強電磁干擾設備?如果有,是否已經對設備採取了有效的減振、電磁屏蔽與防護措施?
④設備的周圍是否有足夠的維修空間?
(2)電氣檢查
1)部件安裝檢查
①電氣櫃安裝、固定、密封是否良好?是否能夠有效防止切削液或粉末進入櫃內?空氣過濾器(如果安裝)清潔狀況是否良好?
②電氣拒內部的風扇、熱交換器等部件是否可以正常工作?PLC上的防塵罩(防塵紙)是否已經取下?
③電氣櫃內部的PLC模塊、其他控制裝置的表面、內部是否有線頭、螺釘、灰塵、金屬粉末等異物進入?
④控制系統各模塊、部件的數量是否齊全?模塊、部件的安裝是否牢固、可靠?
⑤模塊地址設置(如需要)是否正確?
⑥系統操作面板上的按鈕有無破損?安裝是否可靠?設定位置是否正確?
⑦繼電器、電磁鐵以及電動機等電磁部件的雜訊抑制器是否已經按照要求安裝?
2)部件連接檢查
①電氣櫃與設備間的連接電線是否有破損?電纜拐彎處是否有破裂、損傷現象?
②電源線與信號線布置是否合理?電纜連接是否正確、可靠?
③機床電源進線是否可靠接地?接地線的規格是否符合要求?
④信號屏蔽線的接地是否正確?端子板上接線是否牢固、可靠?系統接地線是否連接可靠?
⑤系統的匯流排、擴展電纜是否已經正確連接?連接器插頭是否完全插入、擰緊?模塊地址的設置(如需要)是否正確?
⑥全部低壓PLC輸入端(如DC24V與高壓(如AC220V)控制迴路間有無短路或不正確的連接?
⑦全部PLC的輸出有無"短路"現象等?等等。
1.膠管破裂,可能膠管本身就存在質量問題,需要把軸頭拆下來,重新換上一根膠管
2.密封圈出現間隙,這種情況需要在密封膠加以密封
3.壓圈鬆動,只需擰緊壓圈就好,注意平時要隨時觀察是否出現鬆動
4.充氣嘴部分漏氣,這時重新更換再安裝上就可以了。
氣脹軸分類圖
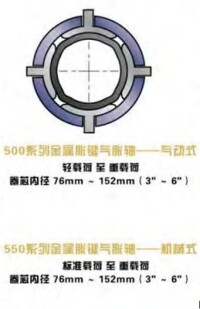
1、金屬脹鍵氣脹軸:有氣動式或者機械式的膨脹方式可供選擇,金屬脹鍵氣脹軸可用於大多數產品的製造加工應用場合。這宗鋼質鋸齒形耳狀脹鍵可以防止在很高的加速和減速卷取中產生滑移,還能在高速運轉時將震動降到最低。
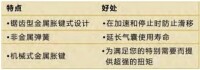
金屬脹鍵氣脹軸特點好處
氣脹軸
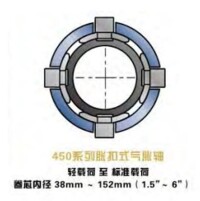
2、脹扣式脹鍵:功能全面,成本低廉,在各式各樣的應用場合都具有高效的卷取性能,它的張緊原件呈圓形的紐扣形狀,很受市場歡迎。
氣脹軸
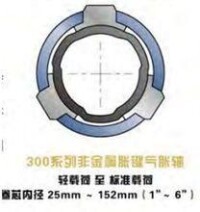
非金屬脹鍵
(1)整齊:工具、工件、附件放置整齊;安全防護裝置齊全;線路管道完整。
(2)清潔:設備內外清潔;各滑動面及絲杠、齒輪、齒條等無油污、無碰傷;各部位不漏油、不漏水、不漏氣、不漏電;切屑垃圾清掃乾淨。
(3)潤滑:按時加油換油,油質符合要求;油壺、油槍、油杯、油氈、油線清潔齊全,油標明亮,油路暢通。
(4)安全:實行定人定機和交接班制度;熟悉設備結構和遵守操作規程,合理使用設備、精心維護設備、防止發生事故。
設備的區域維護是企業按照生產區域設備擁有量或設備類型劃分成若干區域,維修工人有明確分工並與操作工人密切配合,負責督促、指導所轄區域內的設備操作者正確操作、合理使用、精心維護設備;進行巡迴檢查,掌握設備運行情況,並承擔一定的設備維修工作;負責區域內設備完好率、故障停機率等考核指標落實。區域維護是加強設備維修管理為生產服務,調動維修工人積極性的一種崗位責任制。
以CA6140車床為例,典型機床常見故障的類型有:
(1)漏電自動開關合不上;
(2)三台電動機均不能起動;
(3)主軸電動機不能起動;
(4)按下主軸電動機起動按鈕SBl,電動機發出嗡嗡聲,不能起動;
(5)主軸電動機起動后,鬆開起動按鈕,電動機停止;
(6)按下停止按鈕,主軸電動機M1不停止;
(7)冷卻泵電動機M2不能起動;
(8)快移電動機不能起動;
(9)照明燈不亮;
(10)指示燈不亮。等等。
異常運行試驗的目的是提高系統可靠性,儘可能避免不應有的事故發生。異常運行試驗可以進行如下幾項:
①外部突然斷電實驗。當設備在手動或自動運行時,不論在何種情況下,對於外部的突然斷電,均能可靠停止,且通過規定的操作步驟能使設備恢復正常工作。
②緊急分斷試驗。當設備在手動或自動運行時,不論在何種情況下,對於緊急分斷操作(如按下控制面板上的急停按鈕),均能使得設備可靠停止,且通過規定的操作步驟能恢復正常工作。
③檢測開關不良試驗。應考慮到系統檢測開關不良的可能性,特別是對於容易產生機械部件碰撞、干涉、影響安全的部件,應對行程終點檢測等信號作異常試驗,必須保證即使某一檢測開關不良或者損壞,仍然不會發生安全事故。
④執行元件不良試驗。應考慮到系統執行元件不良的可能性,特別是對於容易產生機械碰撞、干涉、影響安全的執行部件,應對其進行異常試驗,必須保證即使某一執行元件不良或者損壞,仍然不會發生安全事故。
1、氣脹軸(氣漲軸)一般都是根據實際應用的需要來製作的,沒有標件,也根據實際需求的不同選擇不同的類型。常見類型有鋁合金氣脹軸、脹鍵式氣脹軸以及葉片式氣脹軸等,有的區分金屬與非金屬。
2、氣脹軸一般是由用戶自己設計出圖紙並提供給氣脹軸生產廠家,同時要將訂做要求附上,比如氣脹軸重量,材料以及其精度要求等方面。廠家會根據用戶提供的圖紙以及其它要求進行技術評估,再進行生產。

基本信息
- 中文名
- 氣脹軸
- 外文名
- AIR SHAFT
- 別名
- 氣壓軸、膨脹軸、脹氣軸、氣脹輥
- 拼音
- qi zhang zhou
- 提出者
- 美塞斯
- 發明時間
- 1898