開煉機
用於塑料加工的機械
開放式煉膠機的簡稱。橡膠工廠用來製備塑煉膠、混煉膠或進行熱煉、出型的一種輥筒外露的煉膠機械。
煉膠機open mill;mixing mill;mill;
主要工作部件是兩異向向內旋轉的中空輥筒或鑽孔輥筒,裝置在操作者一面的稱作前輥,可通過手動或電動作水平前後移動,藉以調節輥距,適應操作要求;后輥則是固定的,不能作前後移動。兩輥筒大小一般相同,各以不同速度相對迴轉,生膠或膠料隨著輥筒的轉動被捲入兩輥間隙,受強烈剪切作用而達到塑煉或混煉的目的。開煉機也用於塑料加工等部門中。
開煉機是開放式煉塑機的簡稱,在塑料製品廠,人們又都習慣稱它為兩輥機。開煉機是塑料製品生產廠應用比較早的一種混煉塑料設備。在壓延機生產線上,開煉機在壓延機前、混合機后,作用是把混合均勻的原料進行混煉、塑化,為壓延機壓延成型塑料製品提供混合煉塑較均勻的熔融料。生產電纜料時,開煉機能直接把按配方混合好的粉狀料煉塑成熔融料,再壓塑成片狀帶,使切粒機切成粒狀。在地板革生產線上,可直接為布基革提供混煉塑化均勻的底層塗料。也可把回收的廢舊塑料薄膜(片)在開煉機上重新煉塑回制。
開煉機結構簡單,製造比較容易,操作也容易掌握,維修拆卸方便,所以,在塑料製品企業廣泛應用。不足之處是工人操作體力消耗很大,在較高溫度環境中需要用手工混煉翻動混煉料,而手工翻轉混煉塑料片的次數多少對原料混煉的質量影響較大。
開煉機是橡膠廠的主要設備之一。開煉機煉膠作業是易出事故的工序,這包括人身事故和設備事故。
近些年來,一方面由於橡膠企業迅猛增加,特別是大量開設了農村鄉鎮橡膠企業,使大批未經嚴格培訓的青工走上煉膠工作崗位,違反安全操作情況普遍存在。另一方面,由於煉膠機的生產能力不斷強化,更由於有些鋼絲子午胎和寬斷面輪胎,要求胎面膠硬度增加,致使煉膠機橫壓力加大,導致安全片破壞頻繁,並有輥筒斷裂事故發生。因此煉膠作業的安全狀態不容樂觀
保護勞動者在生產中的安全和健康,是我國的一項重要政策,保護國家財產,促進生產發展,是企業管理的重要職責。因此,就橡膠企業而言,對開機作業的安全應予以重視。
投料前對膠料也應檢查,若混有硬的金屬雜物,隨膠投入煉膠機,致使橫壓力突然加大,易造成設備損壞。
首先要調整好輥距,保持輥距的平衡。若兩端輥距調節的大小不一,造成輥筒偏載,極
易損壞設備,這是嚴格禁止的。
工作完畢,切斷電源,關閉水、汽閥門。
除上述之外,還注意:
拉推車輛時要注意周圍情況,防止撞、碰人,裝料時防止偏重翻車傷人。
開煉機在生產運行中受到振動衝擊和其他複合力作用,常會出現軸承室磨損等故障,傳統方法有堆焊、熱噴塗、電刷渡等,但均存在一定弊端:補焊高溫產生的熱應力無法完全消除,易造成材質損傷,導致部件出現彎曲或斷裂;而電刷鍍受塗層厚度限制,容易剝落,且以上兩種方法都是用金屬修復金屬,無法改變“硬對硬”的配合關係,在各力綜合作用下,仍會造成再次磨損。當代西方國家針對以上問題多採用高分子複合材料的修復方法,而應用較多的是福世藍技術體系,其具有超強的粘著力,優異的抗壓強度等綜合性能,可免拆卸免機加工。既無補焊熱應力影響,修復厚度也不受限制,同時產品所具有的金屬材料不具備的退讓性,可吸收設備的衝擊震動,避免再次磨損的可能。
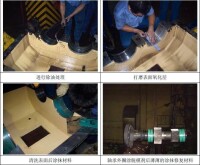
高分子材料治理開煉機磨損
開煉機在長期運行過程中,因為受振動、磨損、壓力、溫度以及反覆拆裝等影響,各結合面的靜密封部位漏油現象非常普遍,常見的有開煉機結合面滲漏及軸頭裂紋滲漏等。既造成油品的大量浪費,又影響企業的現場管理。

高分子材料治理開煉機滲漏
重要概述
一、目的
規範化的設備操作及設備的維護保養,其目的就是確保設備的正常運作與延長壽命,降低維修
成本與提高生產效率。
二、適用範圍
僅適用本公司生產的開煉機設備的作業指導
三、專項職責
由使用單位指定的設備專項操作員和維護保養員不得違規並熟練操作設備,監督無關人
員不得靠近和亂動設備的職責。
四、安全作業細則
1、作業前準備工作
⑴打開開煉機前必須查看電路(電流電壓等)、油路(減速機、軸承等潤滑)、水路等是否正常!然後戴好皮革護手腕(嚴禁戴手套作業),混煉操作要戴口罩,絕對避免腰繫繩、帶、膠皮等,嚴禁披衣操作。仔細查看大小齒輪及輥筒間有無雜物。每班首次開車,必須測試緊急剎車裝置,檢查制動是否靈敏可靠(如是膝碰式裝置,一定要習慣把膝蓋接觸到剎車裝置),正常操作時嚴禁用緊急剎車裝置關車。如兩人以上共同操作時,必須相互呼應,確認無任何危險后,方可開車。
⑵輥筒預熱升溫要掌握溫升速度,尤其是在北方寒冷的冬季,輥筒外部與室溫相一致,輥內突然通入高溫蒸汽,內外溫差可能在120℃以上,溫差造成輥筒應力可達到130.0~~I50.OMPa,這已超過鑄鐵的U.1=140.OMPa。如再過早的加上膠料,在橫壓力的疊加作用下,輥簡非常容易受到破壞。為了安全起見,應當空車預熱,同時進行空車加油潤滑,升溫至或接近溫度設定值時再投料,需向操作人員突出強調。
⑶投料前對膠料也應檢查,若混有硬的金屬雜物,隨膠投入煉膠機,致使橫壓力突然加大,會造成設備損壞。
2、加料煉膠作業的重點注意事項
⑴首先要調整好開煉機的輥距,保持輥距的平衡。若兩端輥距調節的大小不一,造成輥筒偏載,極易損壞設備,這是嚴格禁止的。
⑵加料習慣上都從動力傳入端加入,其實這是不合理的。從彎矩圖和扭矩圖上著眼,加料應在速比齒輪端。由於傳動端的合成彎矩和扭矩均大於速比齒輪端,在傳動端首先加入硬的大塊膠料,當然更容易損傷設備。
⑶當然更不要首先把大塊的硬膠料加在輥筒中間斷面,此處合成彎矩更大,達2820噸/厘米。
⑷加料量要逐漸增加,加料塊重不得超過設備使用說明書上的規定,投料順序由小到大陸續添加。如圖省事,大塊膠料突然添入輥距,會造成過載衝出,不僅易使安全墊片損壞,而且,一旦安全墊片失靈,就會危及輥筒。
⑸操作時要先划(割)刀,後上手拿膠,膠片未划(割)下,不準硬拉硬扯。嚴禁一手在輥筒上投料,一手在輥筒下接料如遇膠料跳動,不易軋時,不得用手壓膠料。推料時必須半握拳,不準超過輥筒頂端水平線。模測輥溫時,手背必須與輥筒轉動方向相反。
⑹割刀必須放在安全地方(防止割刀圈入膠料帶入輥輪),割膠時必須在輥簡下半部進刀,割刀不準對著自已身體方向。打三角包時,禁止帶刀操作,打卷子時,膠捲重量不準超過型號額定重量。
⑺在輥筒運轉過程中,熱輥筒驟然冷卻,即在發現輥溫過高時,突然通入冷卻水,在橫壓力及溫差應力的聯合作用下,會導致輥簡損傷。因此,降溫宜逐步進行,最好空車降溫。
⑻輥筒運轉中發現膠料中或輥筒中有雜物或檔板膠、軸瓦處等有積膠時,必須停車處理。如遇到運輸帶積膠或發生故障也必須停車處理。如遇到突然停車,應按順序切斷電源,關閉水、汽閥門。嚴禁帶負荷開車。
⑼禁止在設備轉動部位和料盤上依靠、站坐;不得在運轉輥筒上方傳送物件;
拉推車輛時要注周圍情況,防止撞、碰人,裝料時防止偏重翻車傷人。
3、工作完畢后,關閉運轉和加溫等的正常開關,然後切斷電源,關閉水、汽閥門並清理膠料。
4、接觸高溫部位時,請小心不要被燙傷。
5、活動部位及周邊堵塞時,切勿用手或鐵棍伸入裡面,而是用塑料棍去小心處理。
6、機器出現故障時第一時間內停止機器的動作,不得自行主張,通知並等待貴司的機修人員
檢查維修。
7、防止一切的因素導致機器損壞和工傷事故的發生。
開煉機全稱開放式煉膠機,是橡膠工業中的基本設備之一,也是三大煉膠設備之一,它是橡膠工業中使用最早,結構比較簡單的最基本的橡膠機械。早在1820年就出現了人力帶動的單輥槽式煉膠機。雙輥筒煉膠機於1826年應用在橡膠加工生產中,至今已有180多年的歷史。我國設計製造大型開煉機始於1955年。近五十年來開煉機的設計和製造水平有了很大提高。近幾年來國產新型結構開煉機不斷的湧現。有力地促進了開煉機地發展。到目前為止,國產開煉機已成為系列,並完成了部分規格的定型設計工作,並已出口國外。
隨著橡膠工業的不斷發展,開煉機在逐步的完善和不斷的更新。在自動化流水混煉作業線中,由於擠出壓片機、密煉機和連續混煉機等設備的應用和發展,開煉機的使用範圍已顯著縮小,但在中、小型工廠中,特別在再生膠和小批量特殊膠種以及膠料的生產中,應用仍較為普遍。國外人士認為,密煉機並沒有代替開煉機,密煉機只是製造出接近完成的膠料,而以後的加工,最好還是用開煉機去繼續完成。國外開煉機系列都無多大變化,結構上已趨於定型,只不過是在零部件方面不斷創新。其發展的動向是提高機械化自動化水平,改善勞動條件,提高生產效率,減小機台佔地面積,完善附屬裝置和延長使用壽命等方面。
今後發展方向:
①控制方面,實現自動化操作,改善勞動條件
②調距方面
③軸承方面
④安全裝置(全方位剎車)
⑤傳動方面,採用雙出軸
⑥輥筒的材質及鑄造方法。
小開煉機(實驗型開煉機)介紹
小型開煉機是針對工廠及科研機構、院校實驗,配方研發等。其結構設計簡便,佔地面積小,易操作,易搬運,安全係數高,國內小型開煉機技術已處於相當成熟的水平,已被國內大中院校科研機構所認可,並已出口國外市場。
適用產品已覆蓋:硅橡膠製品、塑膠製品、高分子材料、工程材料等。
國標型號有:4寸(120*320);6寸(160*350);9寸(210*600)等常規型號

基本信息
- 中文名
- 開煉機
- 外文名
- open mill;mixing mill;mill
- 用途
- 塑料加工
- 工作形式
- 混煉膠、熱煉
- 全稱
- 開放式煉膠機