電阻焊
電阻焊
電阻焊,是指利用電流通過焊件及接觸處產生的電阻熱作為熱源將想件局部加熱,同時加壓進行焊接的方法。焊接時,不需要填充金屬,生產率高,焊件變形小,容易實現自動化。
電阻焊利用電流流經工件接觸面及鄰近區域產生的電阻熱效應將其加熱到熔化或塑性狀態,使之形成金屬結合的一種方法。電阻焊方法主要有四種,即點焊、縫焊、凸焊、對焊。
電阻焊是以電阻熱為能源的一類焊接方法,包括以熔渣電阻熱為能源的電渣焊和以固體電阻熱為能源的電阻焊。
電阻焊一般是使工件處在一定電極壓力作用下並利用電流通過工件時所產生的電阻熱將兩工件之間的接觸表面熔化而實現連接的焊接方法。通常使用較大的電流。為了防止在接觸面上發生電弧並且為了鍛壓焊縫金屬,焊接過 程中始終要施加壓力。進行這一類電阻焊時,被焊工件的表面善對於獲得穩定的焊接質量是頭等重要的。因此,焊前必須將電極與工件以及工件與工件間的接觸表面進行清理。
焊接熱的產生及影響產熱的因素點焊時產生的熱量由下式決定: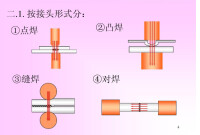 Q =IRt
Q =IRt
電阻焊
式中Q——產生的熱量(J)
I——焊接電流(A)的平方
R——電極間電阻(Ω)
t——焊接時間(s)
電阻R及影響R的因素,上式中的電極間電阻包括工件本身電阻R、兩工件間接觸電阻R、電極與工作間接觸電阻R。
當工件和電極已定時,工件的電阻取決於它的電阻率。因此,電阻率是被焊材料的重要性能。電阻率高的金屬其導熱性差(如不鏽鋼),電阻率低的金屬其導熱性好(如鋁合金)。因此,點焊不鏽鋼時產熱易而散熱難,點焊鋁合金時產熱難而散熱易。點焊時,前者可以用較小電流(幾千安培),後者就必須用很大電流(幾萬安培)。
點焊
點焊(Spot Welding)是將焊件裝配成搭接接頭,並壓緊在兩柱狀電極之間,利用電阻熱熔化母材金屬,形成焊點的電阻焊方法。點焊主要用於薄板焊接。
點焊的工藝過程:
(1)預壓,保證工件接觸良好。
(2)通電,使焊接處形成熔核及塑性環。
(3)斷電鍛壓,使熔核在壓力繼續作用下冷卻結晶,形成組織緻密、無縮孔、裂紋的焊點。
縫焊
縫焊(Seam Welding)的過程與點焊相似,只是以旋轉的圓盤狀滾輪電極代替柱狀電極,將焊件裝配成搭接或對接接頭,並置於兩滾輪電極之間,滾輪加壓焊件並轉動,連續或斷續送電,形成一條連續焊縫的電阻焊方法。縫焊主要用於焊接焊縫較為規則、要求密封的結構,板厚一般在3mm以下。
對焊
對焊(Butt Welding)是使焊件沿整個接觸面焊合的電阻焊方法。
(1)電阻對焊(Resistance Butt Welding)
電阻對焊是將焊件裝配成對接接頭,使其端面緊密接觸,利用電阻熱加熱至塑性狀態,然後斷電並迅速施加頂鍛力完成焊接的方法,
電阻對焊主要用於截面簡單、直徑或邊長小於20mm和強度要求不太高的焊件。
(2)閃光對焊(Flash Butt Welding)
閃光對焊是將焊件裝配成對接接頭,接通電源,使其端面逐漸移近達到局部接觸,利用電阻熱加熱這些接觸點,在大電流作用下,產生閃光,使端面金屬熔化,直至端部在一定深度範圍內達到預定溫度時,斷電並迅速施加頂鍛力完成焊接的方法。
閃光焊的接頭質量比電阻焊好,焊縫力學性能與母材相當,而且焊前不需要清理接頭的預焊表面。閃光對焊常用於重要焊件的焊接。可焊同種金屬,也可焊異種金屬;可焊0.01mm的金屬絲,也可焊20000mm的金屬棒和型材。
凸焊(Projection Welding)是點焊的一種變型形式;在一個工件上有預製的凸點,凸焊時,一次可在接頭處形成一個或多個熔核。
電阻焊接的品質是由以下4個要素決定的:
1.電流,2.通電時間,3.加壓力,4.電阻頂端直徑。
優點
(1)熔核形成時,始終被塑性環包圍,熔化金屬與空氣隔絕,冶金過程簡單。
電阻焊
(2)加熱時間短,熱量集中,故熱影響區小,變形與應力也小,通常在焊后不必安排校正和熱處理工序。
(3)不需要焊絲、焊條等填充金屬,以及氧、乙炔、氫等焊接材料,焊接成本低。
(4)操作簡單,易於實現機械化和自動化,改善了勞動條件。
(5)生產率高,且無雜訊及有害氣體,在大批量生產中,可以和其他製造工序一起編到組裝線上。但閃光對焊因有火花噴濺,需要隔離。
缺點
(1)目前還缺乏可靠的無損檢測方法,焊接質量只能靠工藝試樣和工件的破壞性試驗來檢查,以及靠各種監控技術來保證。
(2)點、 縫焊的搭接接頭不僅增加了構件的重量,且因在兩板焊接熔核周圍形成夾角,致使接頭的抗拉強度和疲勞強度均較低。
縫焊的搭接接頭不僅增加了構件的重量,且因在兩板焊接熔核周圍形成夾角,致使接頭的抗拉強度和疲勞強度均較低。
電阻焊
(3)設備功率大,機械化、自動化程度較高,使設備成本較高、維修較困難,並且常用的大功率單相交流焊機不利於電網的平衡運行。
隨著航空航天 、電子、汽車、家用電器等工業的發展,電阻焊越加受到廣泛的重視。同時,對電阻焊的質量也提出了更高的要求。可喜的是,中國微電子技術的發展和大功率可控硅、整流器的開發,給電阻焊技術的提高提供了條件。中國已生產了性能優良的次級整流焊機。由集成電路和微型計算機構成的控制箱已用於新焊機的配套和老焊機的改造。恆流、動態電阻,熱膨脹等先進的閉環監控技術已開始在生產中推廣應用。這一切都將有利於提高電阻焊質量,並擴大其應用領域。
、電子、汽車、家用電器等工業的發展,電阻焊越加受到廣泛的重視。同時,對電阻焊的質量也提出了更高的要求。可喜的是,中國微電子技術的發展和大功率可控硅、整流器的開發,給電阻焊技術的提高提供了條件。中國已生產了性能優良的次級整流焊機。由集成電路和微型計算機構成的控制箱已用於新焊機的配套和老焊機的改造。恆流、動態電阻,熱膨脹等先進的閉環監控技術已開始在生產中推廣應用。這一切都將有利於提高電阻焊質量,並擴大其應用領域。
電阻焊
焊接電流的影響
從公式可見,電流對產熱的影響比電阻和時間兩者都大。因此,在點焊過程中,它是一個必須嚴格控制的參數。引起電流變化的主要原因是電網電壓波動和交流焊機次級迴路阻抗變化。阻抗變化是因迴路的幾何形狀變化或因在次級迴路中引入了不同量的磁性金屬。對於直流焊機,次級迴路阻抗變化,對電流無明顯影響。
除焊接電流總量外,電流密度也對加熱有顯著影響。通過已焊成焊點的分流,以及增大電極接觸面積或凸焊時的凸點尺寸,都會降低電流密度和焊熱接熱,從而使接頭強度顯著下降。
焊接時間的影響
為了保證熔核尺寸和焊點強度,焊接時間與焊接電流在一定範圍內可以互為補充。為了獲得一定強度的焊點,可以採用大電流和短時間(強條件,又稱強規範),也可以採用小電流和長時間(弱條件,又稱弱規範)。選用強條件還是弱條件,則取決於金屬的性能、厚度和所用焊機的功率。但對於不同性能和厚度的金屬所需的電流和時間,都仍有一個上、下限,超過此限,將無法形成合格的熔核。
電極壓力的影響
電極壓力對兩電極間總電阻R有顯著影響,隨著電極壓力的增大,R顯著減小。此時焊接電流雖略有增大,但不能影響因R減小而引起的產熱的減少。因此,焊點強度總是隨著電極壓力的增大而降低。在增大電極壓力的同時,增大焊接電流或延長焊接時間,以彌補電阻減小的影響,可以保持焊點強度不變。採用這種焊接條件有利於提高焊點強度的穩定性。電極壓力過小,將引起飛濺,也會使焊點強度降低。
電極形狀及材料性能的影響
由於電極的接觸面積決定著電流密度,電極材料的電阻率和導熱性關係著熱量的產生和散失,因而電極的形狀和材料對熔核的形成有顯著影響。隨著電極端頭的變形和磨損,接觸面積將增大,焊點強度將降低。
工件表面狀況的影響
工件表面上的氧化物、污垢、油和其他雜質增大了接觸電阻。過厚的氧化物層甚至會使電流不能通過。局部的導通,由於電流密度過大,則會產生飛濺和表面燒損。氧化物層的不均勻性還會影響各個焊點加熱的不一致,引起焊接質量的波動。因此,徹底清理工件表面是保證獲得優質接頭的必要條件。
點焊機是由機座,加壓機構,焊接迴路,電極,傳動機構和開關及調 節裝置組成,其中主要部分是加壓機構,焊接迴路和控制裝置。
節裝置組成,其中主要部分是加壓機構,焊接迴路和控制裝置。
電阻焊
加壓機構 是電阻焊在焊接是負責加壓的機構。
焊接迴路 焊接迴路是指除焊接之外參與焊接電流導通的全部零件所組成的導電通路。
控制裝置 控制裝置是由開關和同步控制兩部分組成,在點焊中開關的作用是控制電流的通斷,同步控制的作用是調節焊接電流的大小,精確控制焊接程序,當網路電壓有波動時,能自動進行補償。
對焊機是由機架,導軌,固定座 板和動板,送進機構,夾緊機構,支點(頂座),變壓器,控制系統幾部分組成。
板和動板,送進機構,夾緊機構,支點(頂座),變壓器,控制系統幾部分組成。
電阻焊
其主要部分是,機架和導軌,送進機構,夾緊機構。
機架和導軌 機架上固定著對焊機的全部基本部件。導軌用來保證動板可靠的移動,以便送進焊件。
送進機構 送進機構的作用是使焊件同動板一起移動,並保證有所需的頂鍛力。
夾緊機構 夾緊機構由兩個夾具構成,一個是固定的,稱為固定夾具,另一個是可移動的,稱為動夾具。固定夾具直接安裝在機架上,動夾具安裝在動板上,可隨動板左右移動。
電阻焊電源
電阻焊常採用工頻變壓器作為電源,電阻焊變壓器的外特性采 用下降的外特性,與常用變壓器及弧焊變壓器相比,電阻焊變壓器有以下特點。
用下降的外特性,與常用變壓器及弧焊變壓器相比,電阻焊變壓器有以下特點。
電阻焊
(1)電流大 電壓低
常用的電流是2~40KA,在鋁合金點焊或鋼軌對焊時甚至可以達到150~200KA,由於焊件焊接迴路電阻通常只有若干微歐,所以電源電壓低,固定式焊機通常在10V以內,懸掛式點焊機才可達到24V。
(2)功率大
由於焊接電流很大,雖然電壓不高,旱機仍可達到比較大的功率,大功率電源甚至高達1000KW以上,為了適應各種不同焊件的需要,還要求焊機的功率應能方便調節。
(3)斷續工作狀態 無空載運行
電阻焊通常在焊件裝配好之後才接通電源的,電源一旦接通,變壓器就在負載狀態下運行,一般無空載運行的情況發生,其他工序,如裝載,夾緊等,一般不需要接通電源,因此變壓器處於斷續工作狀態。
電阻焊
下列各項是評定電阻焊焊接性的主要指標:
(1)材料的導電性和導熱性 電阻率小而熱導率大的金屬需用大功率焊機,其焊接性較差。
(2)材料的高溫強度 高溫(0.5-0.7Tm)屈服強度大的金屬,點焊時容易產生飛濺,縮孔,裂紋等缺陷,需要使用大的電極壓力。必要時還需要斷電后施加大的鍛壓力,焊接性較差。
(3)材料的塑性溫度範圍 塑性溫度範圍較窄的金屬(如鋁合金),對焊接工藝參數的波動非常敏感,要求使用能精確控制工藝參數的焊機,並要求電極的隨動性好。焊接性差。
(4)材料對熱循環的敏感性 在焊接熱循環的影響下,有淬火傾向的金屬,易產生淬硬組織,冷裂紋;與易熔雜質易於形成低熔點的合金易產生熱裂紋;經冷卻作強化的金屬易產生軟化區。防止這些缺陷應該採取相應的工藝措施。因此,熱循環敏感性大的金屬焊接性也較差。
銅鋁管電阻焊的電壓補償控制系統

基本信息
- 中文名
- 電阻焊
- 外文名
- resistance welding
- 拼音
- diàn zǔ hàn
- 能源
- 電阻熱
- 種類
- 點焊、縫焊、凸焊、對焊
- 應用學科
- 機械工程
- 組成
- 以熔渣電阻熱為能源的電渣焊和以固體電阻熱為能源的電阻焊