冷彎試驗
鋼筋質量等的評定方法
冷彎試驗是採用壓彎法或摺疊彎曲,在逐漸減小凸模弧面半徑R的條件下,測定試樣外層材料不產生裂紋時的最小彎曲半徑Rmin,將其與試樣基本厚度T的比值即最小相對彎曲半徑Rmin/T0,作為彎曲成形性能指標。最小相對彎曲半徑越小,彎曲成形性能越好。
通過檢驗鋼筋的工藝性能評定鋼筋的質量。掌握(GB/T232-2010)鋼筋彎曲(冷彎)性能的測試方法和鋼筋質量的評定方法,正確使用儀器設備。
1)試件的彎曲外表面不得有划痕;
2)試樣加工時,應去除剪切或火焰切割等形成的影響區域;
3)當例筋直徑小於35mm時,不需加工,直接試驗,若試驗機能量允許時,直徑不大於50mtm的試件亦可用全截面的試件進行試驗;
4)當鋼筋直徑大於35mm時,應加工成直徑25mm的試件,加加工時應保留一側原表面彎曲試驗時,原表面應位於彎曲的外側;
5)彎曲試件長度根據試件直徑和彎曲試驗裝置而定。通常按下式確定試件長度:。
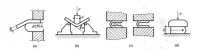
(1)半導向彎曲
試樣一端固定,繞彎心直徑進行彎曲,如圖12-27(a)所示。試樣彎曲到規定的彎曲角度或出現裂紋、裂縫或斷裂為止。如圖(a)。
冷彎試驗
(2)導向彎曲
1)試樣放置於兩個支點上,將一定直徑的彎心在試樣兩個支點中間施加壓力,使試樣彎曲到規定的角度或出現裂紋、裂縫或斷裂為止。如圖(b)。
2)試樣在兩個支點上按一定彎心直徑彎曲至兩臂平行時,可一次完成試驗,亦可先彎曲到圖(c)所示的狀態,然後放置在試驗機平板之間繼續施加壓力,壓至試驗兩臂平行。此時,可以加與彎心直徑相同尺寸的襯墊進行試驗。當試驗需要彎曲至兩臂接觸時,首先將試樣彎曲到圖所示的狀態,然後放置在兩平板間繼續施加壓力,直至兩臂接觸,如圖(d)所示
3)試驗應在平穩壓力作用,緩慢施加試驗力。兩支輥間距為,並且在過程中不允許有變化。
4)試驗在或控制條件下進行。
冷彎試驗
按以下五種試驗結果評定方法進行,若無裂紋、裂縫或裂斷,則評定試件合格。
(1)完好試件彎曲處的外表面金屬基本上無肉眼可見因彎曲變形產生的缺陷時,稱為完好。
(2)微裂紋試件彎曲外表面金屬基本上出現細小裂紋,其長度不大於2mm,寬度不大於0.2mm時,稱為微裂紋。
(3)裂紋試件彎曲外表面金屬基本上出現裂紋,其長度大於2mm,而小於或等於5mm,寬度大於0.2mm,而小於或等於0.5mm時,稱為裂紋。
(4)裂縫試件彎曲外表面金屬基本上出現明顯開裂,其長度大於5mm,寬度大於0.5mm時,稱為裂縫。
(5)裂斷試件彎曲外表面出現沿寬度貫穿的開裂,其深度超過試件厚度的時,稱為裂斷。
註:在微裂紋、裂紋、裂縫中規定的長度和寬度只要有一項達到某規定範圍即應按該級評定。
基本信息
- 中文名
- 冷彎試驗
- 外文名
- Cold bending test
- 對象
- 金屬材料
- 編號
- GB/T 232-2010
- 主要設備
- 壓力機或萬能試驗機