滾鍍
電鍍加工方式
滾鍍是一種電鍍加工方式,指大批小零件放在滾動的容器中進行電鍍的過程。常見的滾鍍方式劃分為卧式滾鍍、傾斜式滾鍍和振動電鍍等三大類。
大批小零件放在滾動的容器中進行電鍍的過程。如鋼鐵零件滾鍍鋅、滾鍍銅、滾鍍高錫青銅;銅和銅合金零件滾鍍鎳等。滾鍍溶液和電鍍條件與槽鍍基本相同,有時根據材質和鍍件形狀也會作一些調整。
1、滾鍍的發展
滾鍍適用於受形狀、大小等因素影響無法或不宜裝掛的小零件的電鍍,它與早期小零件電鍍採用掛鍍或籃筐鍍的方式相比,節省了勞動力,提高了勞動生產效率,而且鍍件表面質量也大大提高。所以,滾鍍的發明與應用在小零件電鍍領域無疑有著非常積極的意義。滾鍍早在20世紀20年代就已經在工業上得到應用。國內滾鍍最早於20世紀50年代中後期出現在上海,機械化連續滾鍍設備在20世紀60年代左右開始使用,但當時的設備僅僅能夠手動控制,而大型全自動滾鍍生產線大概從20世紀90年代開始才有較為廣泛的應用。目前,滾鍍的產量約佔整個電鍍加工的50%左右,並涉及到鍍鋅、銅、鎳、錫、鉻、金、銀及合金等幾十個鍍種。滾鍍已成為應用非常普遍且幾乎與掛鍍並駕齊驅的一種電鍍加工方式。
2、滾鍍的概念
滾鍍嚴格意義上講叫做滾筒電鍍。它是將一定數量的小零件置於專用滾筒內、在滾動狀態下以間接導電的方式使零件表面沉積上各種金屬或合金鍍層、以達到表面防護裝飾及各種功能性目的的一種電鍍加工方式。典型的滾鍍過程是這樣的:將經過鍍前處理的小零件裝進滾筒內,零件靠自身的重力作用將滾筒內的陰極導電裝置緊緊壓住,以保證零件受鍍時所需的電流能夠順利地傳輸。然後,滾筒以一定的速度按一定的方向旋轉,零件在滾筒內受到旋轉作用后不停地翻滾、跌落。同時,主金屬離子受到電場作用后在零件表面還原為金屬鍍層,滾筒外新鮮溶液連續不斷地通過滾筒壁板上無數的小孔補充到滾筒內,而滾筒內的舊液及電鍍過程中產生的氫氣也通過這些小孔排出筒外。
滾鍍是在滾筒內進行的
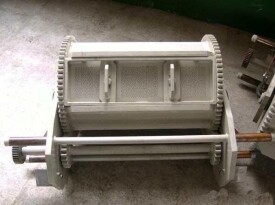
滾鍍與小零件掛鍍最大的不同在於它使用了滾筒,滾筒是承載著小零件在不停地翻滾的過程中受鍍的一個盛料裝置。典型的滾筒呈六稜柱狀,水平卧式放置。滾筒壁板的一面開口,電鍍時一定數量的小零件從開口處裝進滾筒內,然後蓋上滾筒門將開口封閉。滾筒壁板上布滿了許多小孔,電鍍時零件與陽極間電流的導通、筒內外溶液的更新及廢氣的排出等都需要通過這些小孔。滾筒內的陰極導電裝置通過銅線或棒從滾筒兩側的中心軸孔內穿出,然後分別固定在滾筒左右牆板的導電擱腳上。零件在滾筒內靠自身的重力作用與陰極導電裝置自然連接。小零件的滾鍍就是在這樣的裝置內進行的。滾筒的結構、尺寸、大小、轉速、導電方式及開孔率等諸多因素均與滾鍍的生產效率、鍍層質量等有關。所以,滾筒是整個滾鍍技術研究的重點之一。
滾鍍是小零件在不停地翻滾的過程中進行的
滾鍍時,小零件在滾筒內並非靜止不動的,而是要隨著滾筒的旋轉不停地翻滾。這種翻滾具體到某一個零件的情況是:一會兒被埋進整個堆積零件的內部,一會兒又翻到外表面。這樣周而復始,直到整個滾鍍過程結束。那麼,為什麼要使小零件在滾筒內不停地翻滾呢?(1)、保證每個零件都能夠均勻地受鍍。小零件在滾筒內是堆積在一起的,其中一部分零件分佈在堆積體的內部,稱為內層零件;另一部分零件則分佈在堆積體的外表面,稱為表層零件(如圖1所示)。滾鍍時,主金屬離子實際只在表層零件的表面還原形成金屬鍍層,而內層零件由於受到表層零件的屏蔽、遮擋等影響只有電流通過,卻幾乎沒有電化學反應發生。所以,為了能夠有機會受鍍,內層零件就需要從堆積體的內部翻出變為表層零件。而表層零件也不能長時間停留,電鍍進行一會兒后,受到滾筒的旋轉作用又變成了內層零件。這樣,小零件只有不停地翻滾,才能促使內層零件與表層零件不斷地變化、轉換,並最終保證每個零件都有均勻受鍍的機會。1-內層零件;2-表層零件,圖1內層零件與表層零件示意圖(2)、避免表層零件“燒黑”或“燒焦”。小零件在滾筒內如果不翻滾而處於靜止狀態,那麼使用很小的電流密度,就可能使表層零件附近的金屬離子匱乏而產生“燒焦”現象。尤其貼近滾筒壁板的表層零件,會使從孔眼處進入滾筒的電流受到阻礙,從而集中停留在零件上緊挨孔眼部位的狹小表面,造成該處鍍層燒焦留下黑色眼點,即所謂的“滾筒眼子印”。這時,小零件在滾筒內翻滾的作用,類似於掛鍍的溶液攪拌或陰極移動。掛鍍時如果沒有溶液攪拌或陰極移動的作用,則電流密度上限不易提高,鍍層沉積速度也難於加快。滾鍍時小零件所需的電流是以間接的方式進行傳輸的。掛鍍時,零件所需的電流由掛具直接傳輸,零件與掛具緊密接觸,中間沒有任何介質。因此,掛鍍的電流傳輸平穩,接觸電阻小,各零件所獲得的電流基本不因傳輸問題而有所不同。但滾鍍時,零件是整體壓在滾筒內的陰極導電裝置上的,與陰極導電裝置直接相連的零件只有極少部分,而絕大部分只能通過堆積重疊的零件與陰極導通。所以,滾筒內的陰極導電裝置只能首先將電流輸送給與自己直接接觸的零件,然後才能由這些零件輸送給其它零件,並在其它零件與零件之間一個一個地傳輸下去,這就是滾鍍的間接導電方式。這種間接導電方式無疑是滾鍍的又一重要特徵。它由於主要靠零件與零件之間間接導電,而不是零件直接與陰極接觸導電,所以,滾鍍時零件的接觸電阻較之掛鍍相應增大。
卧式滾鍍的滾筒形狀為“竹筒”或“柱”狀,使用時卧式放置。滾筒軸向為水平方向,所以卧式滾鍍也叫水平卧式滾鍍。生產中常見的六角形滾筒、鍍鉻滾筒、桿狀(或輻條)滾筒、縫衣針滾筒等都屬於卧式滾鍍的範疇。其中以六角形滾筒應用最廣泛。典型的卧式滾筒結構如圖1所示。滾筒橫截面形狀卧式滾筒的橫截面形狀有六角形、八角形和圓形等。採用六角形滾筒,零件在翻動時跌落的幅度大,零件的混合較充分,所以鍍層厚度波動性優於其它形狀的滾筒。這種優勢在裝載量不超過滾筒容積的二分之一時更為明顯。並且,六角形滾筒零件間相互拋磨的作用強,更利於提高鍍層的光亮度。滾筒軸向卧式滾筒的軸向為水平方向。所以,卧式滾筒在帶動零件翻滾時,零件運行方向與水平面垂直,這樣有利於各零件間充分混合及提高鍍層的光亮度。並且,零件的垂直運行還為卧式滾筒的裝載量贏得了優勢。例如,生產中裝載150kg左右零件的卧式滾筒並不少見,這對其它滾鍍方式來說是不可思議的。尤其近些年,卧式滾筒的長度和直徑有了較大的發展,適合滾鍍的零件尺寸和重量也有所增加,許多原有的掛鍍零件也可以滾鍍。所有這些,都使滾鍍勞動生產效率高的優越性得到較好的體現。卧式滾鍍以勞動生產效率高、鍍件表面質量好、適用的零件範圍廣等諸多優越性在滾鍍生產中應用最廣泛。卧式滾鍍的應用範圍涵蓋了五金、家電、汽摩、自行車、電子、儀器、手錶、制筆、磁性材料等行業小零件電鍍加工的絕大部分,是名副其實的小零件電鍍加工的主力軍。所以,多年來滾鍍技術的研究重點總是圍繞著卧式滾鍍在開展。但是,由於卧式滾筒的封閉式結構,造成了卧式滾鍍電鍍時間長、鍍層厚度不均勻、零件低電流區鍍層質量不佳等缺陷,使其在生產中的應用受到影響。
傾斜式滾鍍的滾筒形狀為“鍾”或“碗”形,所以,傾斜式滾筒也被稱作鐘形滾筒。滾筒軸向與水平面約成40º~45º角,則零件的運行方向傾斜於水平面,傾斜式滾鍍的名字即由此而來。1-電機;2-滾筒;3-陰極;4-鍍槽;5-陽極;6-導料槽;7-升降手柄。目前使用的傾斜式滾鍍設備叫做傾斜潛浸式滾鍍機(如圖2所示)。傾斜潛浸式滾鍍機於20世紀60年代開始在上海地區使用,由於其操作輕便靈活、易於維護而廣受歡迎。另外,使用傾斜式滾鍍機鍍件受損較輕,比較適合易損或尺寸精度要求較高的零件。但是,傾斜式滾鍍機滾筒裝載量小、零件翻滾強度不夠,在勞動生產效率和鍍件表面質量等方面遜色於卧式滾鍍機。所以,多年來傾斜式滾鍍的應用與發展始終落後於卧式滾鍍。
振動電鍍是國外20世紀70年代末發展起來80年代初大量應用的一項小零件電鍍新技術。它比常規的滾鍍技術具有更加突出的優越性,因此一經問世即得到快速的應用與發展。國內振動電鍍出現於20世紀80年代末,並從90年代後期開始在小零件電鍍領域應用逐漸廣泛。1-振蕩器;2-振桿;3-傳振軸;4-料筐
振動電鍍的滾筒形狀為“圓篩”或“圓盤”狀,滾筒內零件的運動靠來自振蕩器的振動力來實現。所以,振動電鍍的滾筒一般被形象地稱作“振篩”(如圖3所示)。振篩的振動軸向與水平面垂直,則振篩內零件的運動方向為水平方向。振動電鍍的振篩結構和振動軸向與傳統卧式滾筒有著本質的區別,所以會產生與傳統卧式滾鍍迥然不同的效果:①振篩的料筐上部敞開后,徹底打破了傳統卧式滾筒的封閉式結構,消除了滾筒內外的離子濃度差。所以,由滾筒封閉式結構帶來的滾鍍的缺陷得到最大程度的改善。例如,鍍層沉積速度快、厚度均勻及零件低電流區鍍層質量好等。②通過控制振篩的振動頻率或振幅等條件,可以達到控制零件在振篩內混合條件的目的,從而可將各零件的鍍層厚度波動性控制到最小。③電鍍時使用大的電流密度並同時進行著機械光整作用,鍍層結晶細緻,表面光亮度高。④對零件的擦傷、磨損等均小於其它滾鍍方式。另外,振動電鍍時陰極導電平穩,夾、卡零件現象較輕,並且可以隨時對零件進行質量抽檢。但是,由於受到振篩結構和振動軸向的限制,振篩的裝載量比較小,並且振動電鍍設備的造價也比較高,所以目前振動電鍍還不適於單件體積稍大且數量較多的小零件的電鍍。但對不宜或不能採用常規滾鍍或品質要求較高的小零件,如針狀、細小、薄壁、易擦傷、易變形、高精度等零件,振動電鍍有著其它滾鍍方式不可比擬的優越性。所以,振動電鍍是對常規滾鍍的一個有力的補充。
電流密度差異大
滾鍍的陰極電流密度雖然較大,然而由於電流密度差異懸殊,多數電流消耗在高電流密度的工件上,平均電流密度卻很小,結果是陰極電流效率低,如操作中稍有疏忽,鍍層厚度就難以保證。
滾鍍過程中同時存在化學溶解
當工件翻滾時會使電流時斷時續,要求加厚鍍層需要延長滾鍍時間,然而在局部處的鍍層仍難以增厚。
及時調整主鹽濃度
滾鍍溶液中主鹽消耗較快,這主要是陽極面積常常不足,工件出槽時損耗較多等原因引起的。主鹽含量過低時會引起電流效率下降,鍍層難以鍍厚,為此需根據化驗分析數據及時予以調整。
滾鍍件預處理難度大
滾鍍件只能在籃筐里預處理,難免有重疊,故難以徹底除盡污物。因而滾鍍溶液易受污染,由於滾鍍溶液對雜質較敏感,故溶液的凈化處理工作量較大,往往容易因此而耽誤生產。
滾鍍溶液的pH值變化大
pH值的變化尤其在滾鍍鎳時更為明顯。這是因為滾鍍鎳過程中局部部位析氫激烈。為維護生產,pH值需要勤調。
滾鍍的三種方式各有其不同的特徵、優缺點及適用範圍等,生產中應根據鍍件的形狀、大小、批量及質量要求等具體情況,選擇準確合理的滾鍍方式,以達到為企業節約增效、提高產品質量的目的。例如,對於常規小零件,應首選卧式滾鍍的方式。而對於不宜或不能採用卧式滾鍍或品質要求較高的小零件,則一般考慮振動電鍍的方式。但振動電鍍不是一種“萬靈藥”,有時對於振動電鍍也解決不了的小零件,可以採用一些比較特殊的電鍍方式,如籃筐鍍、篩網鍍或布兜鍍等。