圓度測量
長度計量中對圓度誤差的測量
長度計量技術中對圓度誤差的測量。圓度測量有迴轉軸法、三點法、兩點法、投影法和坐標法等方法。
圓測量
圓
圓示零件圓素際形狀,保持距況。即圓整程度。
圓度是限制實際圓對理想圓變動量的一項指標,其公差帶是以公差值t為半徑差的兩同心圓之間的區域。圓度公差屬於形狀公差,圓度誤差值不大於相應的公差值,則認為合格。
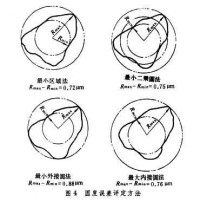
圓度誤差評定有4種主要方法。
誤差評定
②最小二乘圓法:以被測圓輪廓上相應各點至圓周距離的平方和為最小的圓的圓心為圓心,所作包容被測圓輪廓的兩同心圓的半徑差即為圓度誤差。
③最小外接圓法:只適用於外圓。以包容被測圓輪廓且半徑為最小的外接圓圓心為圓心,所作包容被測圓輪廓的兩同心圓半徑差即為圓度誤差。
④最大內接圓法:只適用於內圓。以內接於被測圓輪廓且半徑為最大的內接圓圓心為圓心,所作包容被測圓輪廓兩同心圓的半徑差即為圓度誤差。
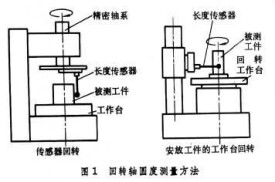
迴轉軸法
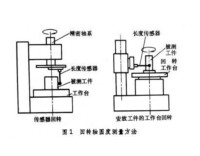
迴轉軸法
三點法
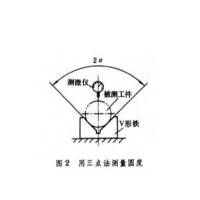
三點法
兩點法
常用千分尺、比較儀等測量,以被測圓某一截面上各直徑間最大差值之半作為此截面的圓度誤差。此法適於測量具有偶數棱邊形狀誤差的外圓或內圓。
投影法
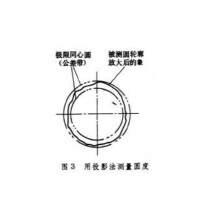
投影法
坐標法
一般在帶有電子計算機的三坐標測量機上測量。按預先選擇的直角坐標系統測量出被測圓上若干點的坐標值x、y,通過電子計算機按所選擇的圓度誤差評定方法計算出被測圓的圓度誤差。
其他方法
利用數據採集儀連接百分表法
測量儀器:偏擺儀、百分表、數據採集儀。

數據採集儀連接百分表測量圓度示意圖
優勢:
1)以較低的成本提高測量效率:與類似產品比較,其成本非常低,測量效率有較大的提高。
2)提高測量的準確性:傳統方式採用測量人員的目視觀看的方法容易導致錯誤的測量結果。
3)數據可追溯:保存數據記錄,並可進行追溯與分析,傳統模式由於無實時的記錄,可追溯性較差分析。
4)可裝配多個指示表,同時進行檢測,可更大程度上提高檢測的效率。
5)可根據規格指標,自動提示測量的結果(NG或PASS)。
基本信息
- 中文名
- 圓度測量
- 圓度釋義
- 即通常所說的圓整程度
- 評定方法
- 最小二乘圓法
- 測量方法
- 迴轉軸法、三點法、兩點法